
87 Monte SS restoration

Finally, after all the disassembly, I have reached a turning point in project Blue Thunder. If I had to narrow it down, I would say that the removal of the rear quarter windows marks the departure from full-scale disassembly to the initial preparations for paint. With the front clip, doors, and quarter windows gone, all that remains is the rear bumper cover and tail lamp housings. The trunk will be swapped over from the SS if it is deemed usable.
Changes

The Monte Carlo LS of this generation was the Luxury model. In Detroit fashion sense, this means chrome or stainless steel trim to add some flash. The SS model (super sport) was the performance model, which means blacked out trim and no extraneous embellishments. That means I need to remove the stainless steel trim, the plastic clips that the trim clipped onto and the studs the plastic clips attached to. Damn!
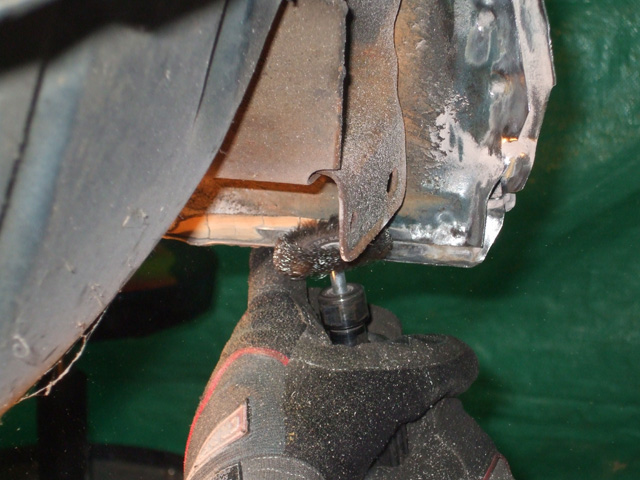
The small "nailhead" studs required the lion's share of my time so I began removing the studs on the rear quarter panel. Since these will no longer be needed, they've gotta go. I whipped out Mr. Dremel (equipped with right-angle adapter and cutting wheel) and went to town. The advantage of using the Dremel here is that I can get in close, without damaging the surrounding metal the way you would with an angle grinder.
As I ground each one down I tried to leave it just barely "proud" of the surface. This would enable me to come back later with a file for the finishing touches. This should save me wear and tear on my sandpaper. The paint is so thick in spots I'm going to bare metal for the best results.

I finally grabbed a wet rag and cleaned off all the dirt that had accumulated behind the side trim, so I could see what I was doing. The tough part here was keeping the file centered on the stud. I had to be careful not to tilt the file back or forwards too much as well as leaning it left or right.
The purpose here is to make sure the studs and the surface of the car are in the same plane. This way I won't have divots to fill or high spots that tear up the sandpaper.
Yes, it's as tedious and time-consuming as it looks. And this is just one quarter panel. I've got 2 doors and another quarter panel waiting for the same loving treatment.

At the onset of this project, I initially thought that the only difference in back bumpers (between the LS vs. SS) was the tacky stick-on plastic chrome trim strip. Ah, not so fast Kemo Sabe, me thinks there's more here than meets the eye.
Sure enough, leave it to GM to actually have two separate rear bumper covers, one for each separate model. It seems that the center rib of the bumper cover on the LS model actually sticks out about 1/4 inch on each side to better blend in with the stainless steel side trim. Yes, the side trim I've just painstakingly removed.
I had originally thought that if there was no difference, I'd just as soon leave each bumper cover on its respective car. Uh, yeah.

In contrast, the SS model has no stainless steel side trim and the bumper cover sits tight up against the outer skin of the rear quarter panel as seen here. The solution to this conundrum is clear... I've gotta swap the bumper covers between cars. That figures.
Not that I have any real problem with this, it's just that I wouldn't have thought this difference would exist.
As long as I'm in things up to my eyebrows, I may as well swap as much SS equipment over to Blue Thunder as possible. I'll just add the bumper cover, license plate surround, tail lamp extensions and trunk lid to the list of parts I'll be swapping.
Trunk Lid
November 2010

It didn't take long to reach a decision on which trunk lid to use. RUST HOLES! When the seam sealing material becam dry and brittle, it allowed moisture to penetrate. Since my SS came from NJ originally, it was occasionally exposed to salt even though I had a winter vehicle to prevent just this kind of damage.
The rust is only on the inner panel of the trunk lid, so maybe I can sell it to someone who has a worse example. There is also rust where each rubber bump stop screws into the underside of the trunk lid to adjust the height when closed.
The seam sealer failed on the blue Monte as well, but has minimal rust, so it gets the nod.

A close look at the blue trunk lid shows surface rust under what's left of the factory seam sealer.
A gentle flick of a fingernail and the sealer falls right off. The yellow arrow shows the rust creeping under the sealer, eventually causing it to fall off.
There's no real permanent solution to this. If we attempted to separate the inner and outer "skins," we'd probably destroy them in the process. I'll be wire-wheeling the old stuff off and replacing it with a modern replacement.
I'm not sure yet just how to treat the inside to help prevent a recurrence of this issue.

Anyway, this means I'll have to take the spoiler off the white trunk lid and install it on the blue one. A 1/4 inch drive ratchet, extension and universal joint prove to be a winning combo.
As seen here, there is room to access the nuts if you have the right combination of tools. Only the two outermost holes are not pre-drilled on the blue trunk lid.
Once I removed the six nuts attaching the spoiler to the trunk lid, it came right off, no problem Yep, look closely and you can see more sealant squeezed out when the nuts were tightened at the factory.

With the spoiler off, you can see how the factory ensured that no water would intrude into the trunk. There seems to have been a rubber grommet around each stud that mounts the spoiler to the trunk. Now however, each one of these (inset) is brittle and easily crumbles.
I haven't looked into it yet, but I'm hoping I can purchase replacements from either GM or an outside source. Since they seem to be for a specific purpose, I may have to look to GM for these babies. I could probably use a small ring of silicone, but I want to make absolutely sure there are no leaks. If there are, I'll never find them until it's too late.

The next task was to transfer the holes from one trunk lid to the other. We took two pieces of craft paper, lined up an edge of each to the outside edge of each side of the lid and taped it down. We marked the ridge of the trunk where it bends down towards the bumper with a sharpie.
Then, feeling where each hole was we used a pencil point to make each hole in the craft paper. Then we un-taped the craft paper and re-taped it onto the blue trunk lid.
Not exactly the way the factory would've done it, but hey, it works to transfer the marks from one piece to another.

With all the holes marked, we transferred the craft paper from the white trunk lid to the blue trunk lid. Then we used a drill bit to make a mark in the steel using the center of each craft paper hole as a template.
The car has gotten a wee bit dirty over the past months, so I circled each dimple we made in the steel. Next, we measured the white truklid from the top edge, to the center of each hole.
Double checking each dimple with the ruler, we found that we were spot on, even though some were close to the edge of the lid. But if we want to replicate the fit, we have to replicate the holes.

We used a stepped bit, compared it to the white trunk lid and bored the new holes to the same step. Since these bits cut really fast, we set the drill to a slower speed so we could have better control. We thought that the holes were over-sized to allow for adjustments.
Actually, duplicating the holes and mounting the spoiler showed we were flush on the left edge with a 1/8 reveal (trunk lid surface beneath the spoiler) on the passenger side.
I took the Dremel tool and ground the right side of each hole so we could move the spoiler to the right. When I finished, we were able to move the spoiler to the right, resulting in 1/16 reveal on each side of the spoiler.
While I'm at it I'm going to swap over the remote-trunk-release actuator from the original SS. I pulled the actuator and went to swap it over to the blue trunk lid when I noticed there was a significant difference between the two.

I (being me) took the actuator right over and tried to bolt it up. No go! WTF! I'm only swaping an item from one Monte to another of the same year! What gives? See that little metal tab there? The one folded back out of the way?
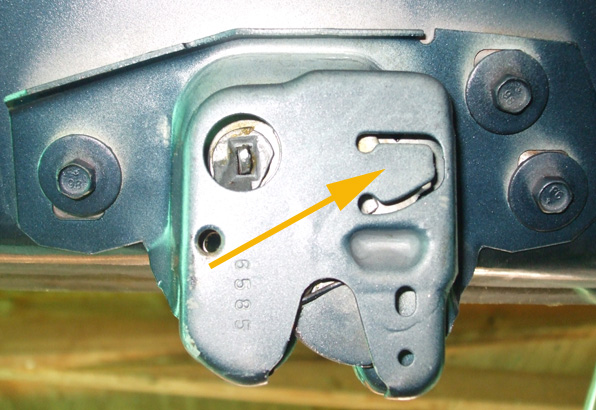
Ah, leave it to GM to pull something like this. The arrow illustrates the difference between the two latches. I'm not sure what the thinking was behind this, but it sure baffled me for several minutes.
Since I plan on using the latch and actuator (not to mention the lock cylinder) from my SS I'll just swap out the whole affair. This will give me the original SS key as well as the power actuator.
Heck, with an actuator I really don't need a key at all... do I? Some food for thought as I begin pondering the various custom touches I want to add to the finished car.

Our next target was the rust and seam sealer failure surrounding the trunk opening. This meant that we needed to remove the trunk lid to gain full access to the area in question. Rather than just unbolt the lid, we took a few precautions first.
First, we removed the trunk lamp from the upper edge of the trunk lid. We disconnected the electrical connector and attached a piece of wire to it. By doing this, as we pulled the factory lead out we also pulled a future "pull line" into place.
Then we checked the alignment of the trunk lid to the fenders. Amazingly, the alignment was quite good and even the gaps were pretty even. The four bolts holding the trunk lid in place have slots to allow for fore & aft adjustments.
However, there is also a bit of play up and down to align the height of the trunk lid to the top edge of the rear fenders. By drilling two small holes before removing the bolts we'll have a way to align the trunk lid when the time comes for re assembly.
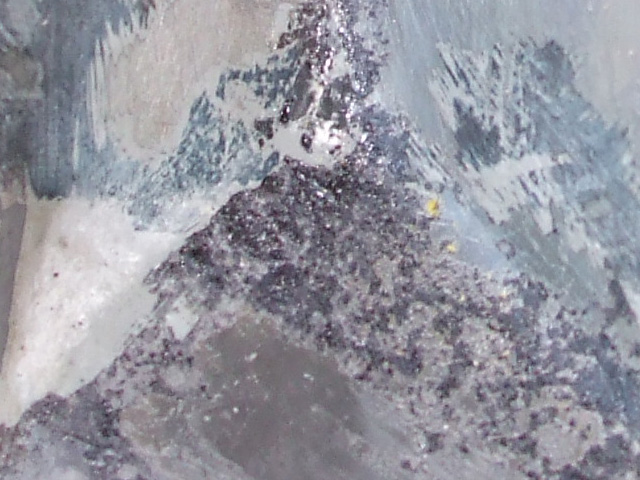
With the trunk lid sitting on a workmate stand, we couldn't resist seeing what level of paint job the previous owner had applied. To that end, we clayed, sanded (3000 grit) and polished the existing paint. We discovered one hair, one deep scratch, one sizable dent and several other spots that were not level with the surface. From a distance though, not too bad.
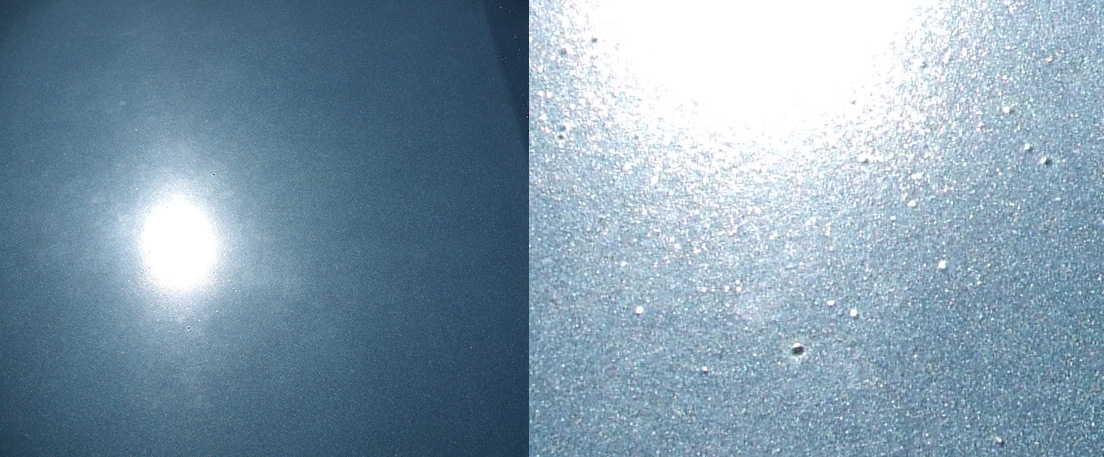
But, once you get close-up and personal, the specter of imperfections rears its ugly head, revealing the no-small-matter of thousands of "pimples" all over the surface. Even after our attempts, the pimples simply became small craters you could feel with your fingers. Whether this was airborne dirt or simply a surface not allowed to dry completely between wet-sandings it's hard to be sure. They sure stood out in glaring relief, pun intended!
I've worked on some cars where rust spots were sanded down to bare metal and then "feathered" into the surrounding paint in the hopes the primer and color coat would level the surface. I have yet to see this approach work; at least not with typical grey primer. For the amount of work (not to mention the cost of paint) I don't want to cut corners like that.
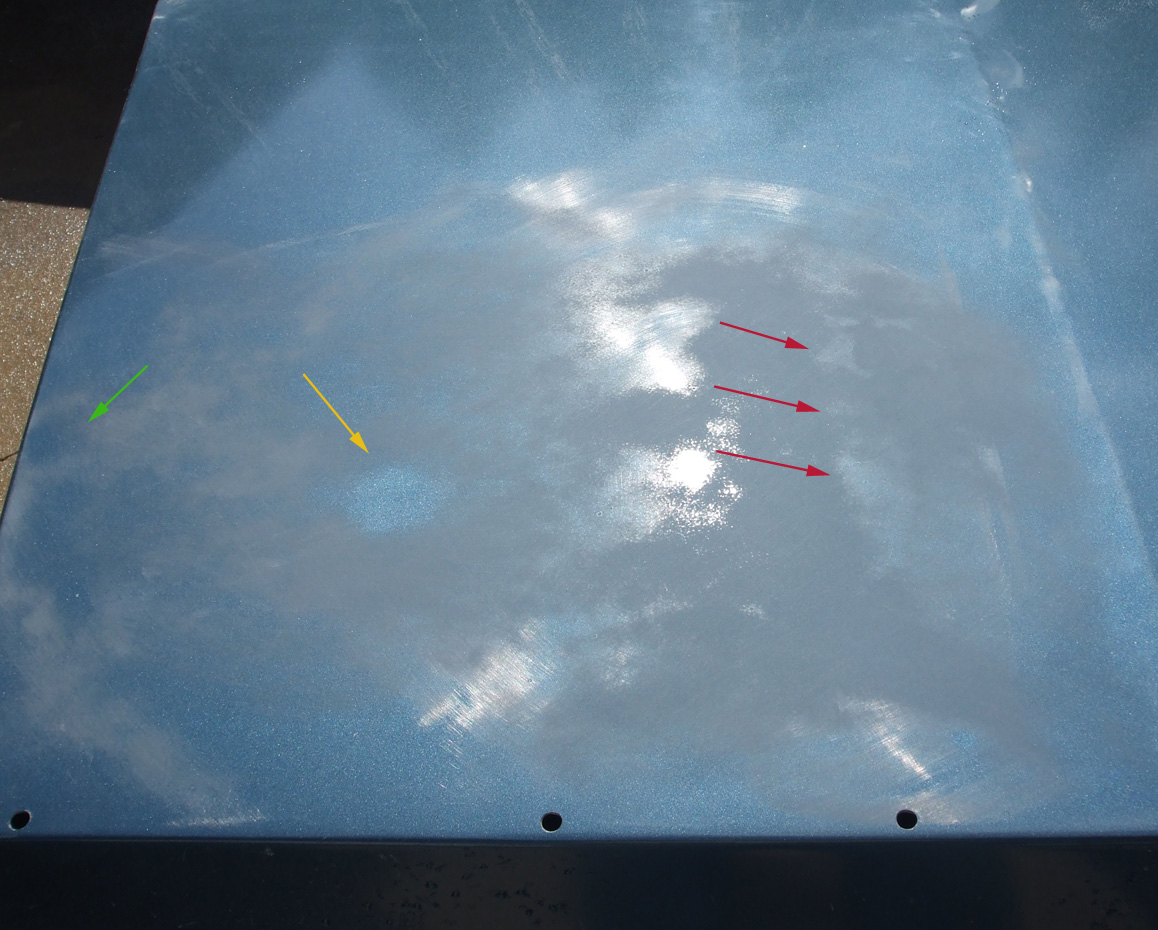
Here's a shot after hitting the lid with some 400 grit on a sanding board. With white sanding dust on the sandpaper we knew we were sanding into the clear, not the color. The yellow arrow shows the biggest ding, the green a slightly smaller one and the red arrows show the three depressions in a row. These showed up in the shine we raised and you could feel them as well.

A shot of me pulling the rear speakers. The arrow points out the filler panel which is next on my list to be removed. I'd seen speaker adapters in catalogs (the blue rings seen here) but I'd never seen them in person before.
These appear to be "sound funnels" that adapt a 6x9 speaker to the less popular 4x10 opening. This explains (sort of) why the previous owner cut out the rear package shelf material so the sound could blast forth unimpeded.
Of course the smaller the car the harder it is to climb in and do what needs to be done. It was also easier to do 20+ years ago when I was... a bit more "limber" shall we say.

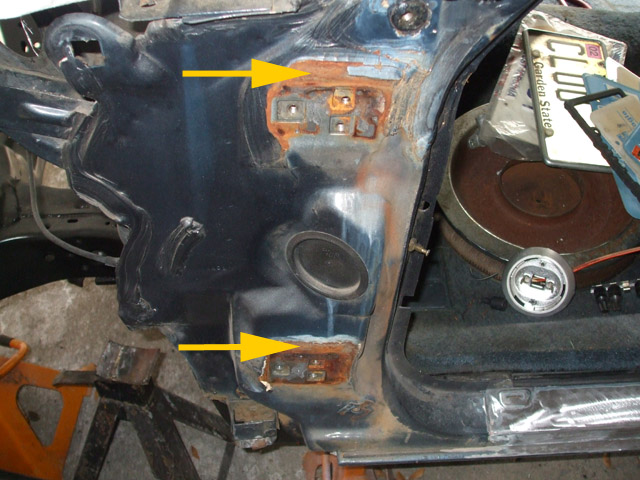
All 4th generation Monte Carlos have a filler panel between the back window and the trunk lid edge. There are 3 sheet metal bolts that hold it in place. When I removed mine I found...
Now what was that I was saying earlier about a "rust free" southern car? Pass me the salt shaker so I can eat those words. At least this is surface rust and we seem to have caught it in time. The stud held a plastic clip the filler panel clipped onto.
The white object is a busted window molding clip. I ended up with quite a few of these.

Here's another angle. The rust goes up behind the back window seal. In order to fix this properly I will have to remove the back window. Actually, after a brief discussion I've decided to have an auto-glass pro come in and remove the window for me.
A bit of unexpected expense, but if I try to remove it and break/crack the glass (highly probable) I'll have to pay for (not to mention find) a replacement window. Back in the day I'd have jumped right in and tried it myself. Now I want to remove the window intact to preserve the matching tint. Sometimes it pays to have a pro lend a hand with projects like this.

A shot of the opposite side upper corner. Yep, more rust here also creeping behind the sealant that holds the rear window in place. Needless to say, my original idea of leaving the windshield and rear window in place and simply masking them is (pun intended) out the window.
So... I will have to have both windows removed, clean out all traces of the rust, repair any rust holes I might find, paint the repaired area and have the glass re-installed. What a job. But... this is what happens when you cut corners with a paint job. This is what a proper restoration entails. This is my car, I want to do it once, and do it right. I won't cut corners.

Stripping the Shell
November 2010

Even though long-sleeved weather is upon us, the project continues on. Today's agenda included more disassembly, necessary to get the car to "shell" status in preparation for body work and paint. One of the first places I noticed paint failure was around the rear quarter windows. The previous painter masked up to the glass surround. Over time the glass surround has shrunk and the paint has begun to chip off. To do the job properly, the glass will have to be removed.
I consulted my shop manual and was introduced to my new favorite phrase, "removal procedure will be obvious upon inspection." For this I paid $20 bucks? I set the manual aside and grabbed a 10 mm socket and began... the obvious. Between the brutally stringy adhesive and 5 stamped steel speed nuts, I got the distinct impression that GM didn't want these windows going anywhere.

Now things get a little intense as we begin cutting into the butyl adhesive. Thousands of air bubbles (probably trapped there since Reagan was in the Whitehouse) were popping as the blade slowly made progress.
As has frequently been the case, slow and steady wins the race. Of course if we'd done this in the summer during the triple-digit heat wave... but heck, where's the fun in that?
We discovered that the best method was to use a long flexible blade that conformed to the curvature of the glass and the tight confines of the back seat area. Of course, this was only step two in what became, for us, a four-step process.

Now for the moment of truth. Step 3 found us ever-so-carefully inserting various plastic pry bars between the glass and the pinch-welded recess the glass sits in. The hairy part is that when you pry on one area, all the other areas stay put. This means the glass is bending.
Little by little my father-in-law worked the plastic blades into the sticky goo, at first just letting them set a bit to loosen the butyl. This soon progressed to wiggling and gently prying.
Slowly he worked the pry bars around the circumference of the window gradually loosening it. We were able to extract the windows successfully. Since they have all been tinted dark blue, they match and will be re-used.

It took about 2 or 3 times around using the insert/pry method when the window began moving. And here's the payoff. Even after 23 years, this stuff is still flexible and extremely tacky.
Definitely a two-person operation as the window finally pops free. Man this stuff sticks to everything, your fingers, a rag, the paint on the car... what a mess. Fortunately, WD-40 squirted onto a rag cleans your fingers off in a jiffy.
With the window free, I carefully set it aside to be cleaned up at a later date. Then I'll see what's involved in removing the rubber trim which is somehow attached to the glass.

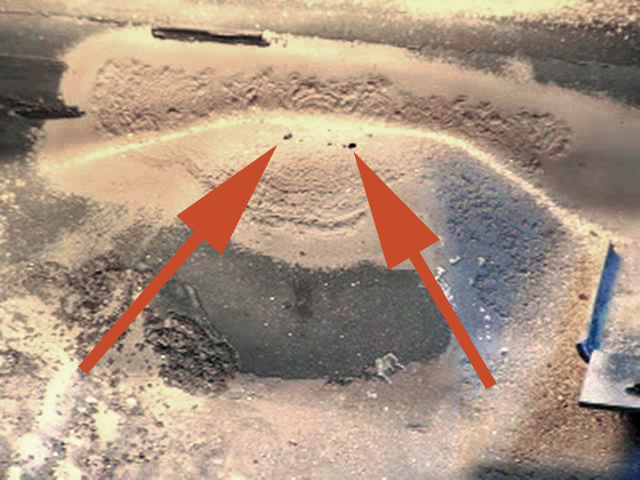
Here's a shot right after we removed the glass. Before we got to step 4 (scraping off the butyl with a putty knife) it's interesting to note two things. First, as the arrow on the right indicates, we've got us some rust mister.
And just what's going on on the left side? Looks to me like they ran a bit short on the butyl or this is the start/end point. Either way, there's little to nothing being used as a sealer at this point.
Once we got the butyl adhesive scraped off (it sticks to itself like rubber cement) we were able to peruse the rust. We'll fix this when the body work begins and make certain to spread the new adhesive properly.

After drilling locating pin holes through each hinge and into it's respective mounting plate (both where they bolt to the door as well as the cowl) it was time to take the hinges off. They're worn and need to be refurbished or replaced.
Here's what happens when the rigid body seam sealer dries out, becomes brittle and stops doing its job. RUST! Fortunately, I think I caught this in time enough to sand re-paint and re-seal. If nothing else, it points out the importance of water management.
It's a given that this area will be soaked whenever the car is washed or rained on. The best you can do is seal all the seams against water penetration.

The driver's side fared a little bit better than the passenger side but I sure wouldn't write home to Mother about the difference. Both sides of the car are going to need to be sanded down to clean metal and painted.
Again, the seam sealer dried out, became brittle and stopped sealing the surface against moisture. I can only imagine the amount of rust that would be present if this car had come from the rust belt. And here I was thinking I was getting a rust free southern car. Oh well, as I know all too well, it could be worse.
At least when I'm finished, I won't have to worry about taking her out in the elements.

Saturday was another beautiful day, sunny, no humidity and a temperature of about 70 degrees... unusual for November! I got a creeper out of the garage and rolled under the back of the car to pull the rear bumper. I started to remove the energy-absorbing pistons, but changed tactics and just unbolted the bumper from the pistons. Removal of some 14 odd speed-nuts was necessary to release the bumper cover from the body of the car. Some wiggling and jiggling was needed to separate the pieces.
After removing the 8 nuts holding the bumper (and I use the term loosely) to the hydraulic pistons, it just about fell off. The bumper really has no weight to it. You'd have to hit the bumper in the exact location of the energy-absorbing pistons in order for them to work as designed. Hit it in the middle and I'd be willing to bet it'd bend inward... right into the fuel tank filler.

Here's a close shot of one of the tail lamp housings that bolt to the fenders. The holes in the outside edge of the upper rear fender (as seen in the previous picture) corrospond to the studs seen on this piece.
There are two rivets that hold the inner metal bracing to the plastic. They're located on the inside edge and hidden by the closed trunk lid. There is a clip on the inside of the outer edge that the tail lamp clips to. Hook the tail lamp pod on this, then pivot the inner edge until the screw holes line up. This is how you replace burnt out tail lamp bulbs when necessary. I got a rather late start due to some errands that needed attending to. What can ya say sometimes there's things that have to get done no matter what. Regardless, I worked for another six hours until I was using the work lights to see with.


December 2010

At the onset of this farce, I was eminently pleased with myself for being able to score a rust free (or so I thought) southern car for my resto-mod project. As seen here, I was wildly optimistic in my initial analysis of this car.
Granted I was spared the huge rust holes usually encountered by owners in the "rust belt," but as seen here she was far from "rust free."
Even so, I'll take what little advantage I'm offered when tackling a project of this magnitude. Up to this point the worst rust I've had to deal with has been surface rust which is easily treated. The major contributor to what rust I do have to deal with owes much to the failure of the original factory seam sealer.

Of course, this meant we needed to remove the shock-absorber bumper pistons we'd neglected to remove previously. Naturally, the hardest nut to reach was also the most solidly rusted.
So I grabbed my can of PB Blaster and gave everything a liberal squirt before breaking for lunch. Of course I was shooting blind (shoving the little red tube through the closest opening) giving everything a liberal squirt.
At least the little red tube didn't come off creating an even bigger mess... which is what typically happens.
As it aged, it grew brittle, cracked, fell off and allowed moisture to penetrate beneath the surface. The car appears to have been garaged at some point in its life (an unexpected bonus) undoubtedly saving me from having to repair more extensive rust damage. Even so, removal of the now brittle seam sealer was a tedious time-consuming task. The best tool we found for the job wasn't exactly glamorous, but it did accomplish the job... eventually.
By the time I was finished with the removal of the original seam sealer the wire wheel was pretty much worn down to a nub. This (of course) necessitated a trip to my local Sears store for replenishment of expendables.
Like I needed an excuse to go to Sears! Anyway this was another task that ate up the majority of the day. Even though most of it had deteriorated, where the seam sealer was intact it was undeniably a tough material.

Once all the wire-wheel-ing was completed it was time for the next step. This meant hitting the metal with more phosphoric acid and using a Scotch-Brite to remove the surface rust that was left behind.
This was done along the whole edge of the seam, ensuring we were down to clean shiny sheet metal. We followed this with a final wipe down of alcohol/water to ready the surface for the primer. You don't have to go to these lengths, but (and it's a biggie) the better the prep, the better the paint will adhere and protect. Besides, once you're into a project this deep, you may as well do the job once, and do it right.
The next step would be the application of a coat or two of epoxy primer prior to the application of the new and improved (I sincerely hope) 3-M brushable seam sealer. After much discussion (not to mention auto parts store trips) this was deemed the proper material to get a factory appearance and seal.

January 2011 - Stripping and Painting
The first two weekends of 2011 were spent taking care of some family things that could not be put off. Since the Monte is currently in dry-dock at my father-in-law's he made progress while I was away. At least an additional 20 hours was spent (over the course of several days) prepping the driver's side a-pillar and sill plate.
The arrows detail the area of each hinge where the rust was the worst, namely along the top of each hinge. With all the rust ground down, several coats of "Phos-Pho" (phosphoric acid rust remover/converter) were applied to ensure complete eradication of all the corrosion present. Once the surface was thoroughly prepared, a coat of epoxy primer was applied to protect the surface.
Evidently availability of "Ospho" is narrowing as I write this. As is typical if a chemical works, somebody somewhere will discover that it is harmful to the environment and do their best to squelch said item. Luckily here in the south, you occasionally get lucky and find some sitting on a shelf gathering dust.
Another four hours after all preparations are complete the primer is applied. If you do any painting or body work you will be amazed at how quickly you can eat up the clock. Mixing and spraying the paint is just one part of the procedure. Afterwards you need to clean all your equipment so it's ready to go next time.
I took this shot at this particular angle so the reflections would show the pitting left over from the rust removal in greater detail. If I were building a car to be competitive on the car-show-circuit, I'd prep this so you couldn't tell anything was done. Since this area will be covered with a top coat as well as new seam-sealer, it will serve my purposes just fine as it sits.

While I got diverted by a honey do task, my father-in-law made great progress. With the rear seam sealer area prepped, he shot some epoxy primer onto the area to further protect the metal. The door sill and lower A pillar were shot at the same time as the rear seam.
We're treating all areas that come into contact with water as thoroughly as possible for maximum corrosion protection.
Even though the door sill will be covered for the most part by the aluminum sill plate trim, protecting it this way adds greatly to your peace of mind when you inevitably get caught in one of the south's frequent summer monsoons. Air power is the preeminent tool of choice, whether it be a die-grinder, right-angle die grinder or micro-mini (think Dremel size) grinder. Each tool used has its own special abilities to reach parts of the surface that the others can't. The other tool seen here, is the window trim removal tool I purchased.

Ooooh That Smell

Here's a shot of the freshly brushed seam sealer on the driver's side. The can specifically states that this material is not for use on interior panels or in the trunk. One whiff of this stuff and you'd know why in a hurry. Does the phrase "use in a well-ventilated area" mean anything to you?
But when we got back from lunch, the thermometer was hovering right around the 50 degree mark (a virtual heat wave in January) so we dialed down our heaters, peeled back the front and rear flaps of our makeshift garage/carport in order to survive the ordeal.
It's a real eye-opener to see how these cars were built once you strip away all the trim that covers up the welded, brush-sealed body panels.

As we delved deeper into the mechanics of how the body was originally assembled, it became apparent that different methods were used on different parts of the body.
Since the seam on the rear edge of the trunk had obviously been applied with a brush, a can of "brush-able" seam sealer was required. However the instructions on the can cautioned against using the material in interior locations.
So... a tube of "Fast & Firm" seam sealer was used in these locations. In keeping with my "do it once and do it right" mentality, 3M products were used throughout. Although not cheap, in the body work arena you get what you pay for.

Our goal is to get the driver's side in primer then move the shell to gain access to the other side. Here you can see that the B pillar and roof-rail pillars have been stripped of paint. An example of the "Fast & Firm" seam sealer can be seen here, it's the beige colored blob at the top of the photo.
The jury's still out on which method of sealing will work the best, since appearances are of minimal importance. The most important thing here is that the body be as tightly sealed as possible against water incursion.
Once this area is painted and all the aluminum trim reinstalled you'll hardly even notice that this stuff is there.

Now that I was nice and woozy from the seam sealer stuff, it was time to pick up from my father-in-law and start grinding away at the A pillar/windshield post.
Again the straight die-grinder wire-wheel approach worked best for the largest area. A smaller pointed wire wheel turned the factory seam sealer into a cloud of white dust and particles. One more scenario where the dust mask becomes mandatory... safety goggles too.
For the final clean up pass along the 90 degree inside corner of this area, a 2" Rol-Lok disk on the right-angle die grinder proved to be the most effective weapon at removing the last bit of paint. It also came in handy to blend the paint I was removing into the previously applied primer. Not the greatest effort I've ever put forth, but nonetheless I did manage to get more work accomplished. Besides, a good day working on my project is still better than a good day at work.

February 2011 - Down & Dirty

With me being the primary care provider for my folks (both of whom are in their 80's), I had a bit of a delay in returning to the project as soon as I'd hoped. In fact, about a month passed before I managed to squeeze in some time on the project. Once again, this is the real world and stuff comes up that has to be dealt with.
A lot of my tool selection uses the trial and error method to see just which combination works best. This episode found me working on the V-groove of sheet metal found along the bottom edge of the rocker panel on the driver's side of the car. I started out with the straight die-grinder wire-wheel approach, but it didn't give me the kind of control I wanted. So I switched to a right-angle grinder and was able to control things much better. A magnetic work light proved invaluable here, as the shine let me know when I'd gotten all the paint off and was down to bare metal.
There's only one way to get at this (even with the car up on shop stands at a reasonable work height) and that's on your back, on a creeper, looking up at the work area in question. Once again I donned my safety goggles, old work hat and dust mask before jumping in.

This was probably the dirtiest I've gotten in quite a while. This was also the most tedious session I'd put in in quite some time even though I was only really "on task" for a total of about four hours. Here's what that amount of time gets you... a worn down wire wheel!
Here's where you gain a whole new respect for the folks that do show-quality body and paint work. My Monte is going to be street-driven, yet I want the paint to have the best foundation possible regardless. I took a break at this point to help my father-in-law with a friend's van. It felt so good to stand upright again I didn't need much of an excuse to take a break. When you get dizzy after standing up (from being on your back for so long) and can still feel the vibration of the tool in your fingers (even though you've set it down already) it's probably a good idea to take a breather.
I only logged about 4 - 4 1/2 hours today, tackling a dirty, tedious time-consuming task. Even so, I feel good knowing that at least from a preparation standpoint, I've thoroughly prepped the lower rocker panels. I'd have gone further, but as the photos show, the wire wheel was worn down to a nub.

March 2011 - Even Dirtier!

The ides of March bestowed a wonderful 70 degree weekend upon us and I took full advantage of it. I spent Saturday making sure my folks were squared away, then Sunday I returned to the project.
This episode found me finishing paint removal on the V-groove of sheet metal found along the bottom edge of the rocker panel on the driver's side of the car. Picking up where I left off, I again used the right-angle grinder and wire wheel attachment.
However, this did not get into the depressions left by the factory spot welds. For that task I switched to a straight die grinder with an wire-end brush attachment (inset). Of course the one I was using was worn down to roughly the size of a 45 cal. bullet, which dug into the spot weld recesses just fine. The magnetic work light again proved invaluable here, to best see when I'd gotten down to bare metal.
It's hard to describe the thoroughness (let alone the level) of filth that envelops you as you lie there, on your back, on a creeper, looking up at the work area in question. Once again safety goggles, dust mask and ancient work hat helped keep me at least partially protected from the malevolent cloud of dust (including paint particles) that erupted.

Already (instantly) filthy, I decided 'what the heck' and gave the wheel arch a good going over too. My father-in-law had already started this area, but I made doubly sure and also cleaned out all the spot welds.
I'd initially thought that I'd just go over the inner wheel well with new undercoating. But the more I think about it the more inclined I am to remove the old stuff and make certain there's no rust lurking beneath.
Another case of "it'll never be as easy to get at and treat as it is right now." I'll admit there's a certain appeal to just gloss over this and hope for the best, but that's not what I initially set out to do.

I'll also need to attend to the holes used by the chrome wheel-arch trim, which is no longer being used. There are a couple of places where the undercoating has been rubbed through or simply flaked off. Since this Monte is to be driven, I want to make sure I've got as much corrosion protection in place as possible.
Overkill? Possibly. Then again that's what makes a car nut what he or she is. And yes, for those of you who may be wondering, I do plan on removing the previous blue paint from the frame and shooting it with some chassis black paint.
Hopefully the next session will find me doing the final preparations for primer.
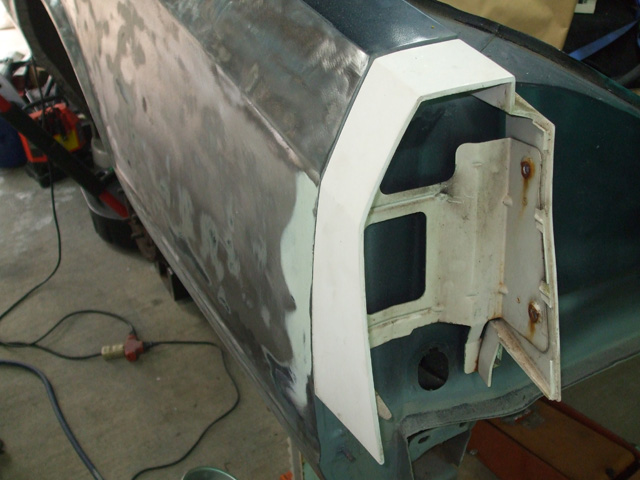
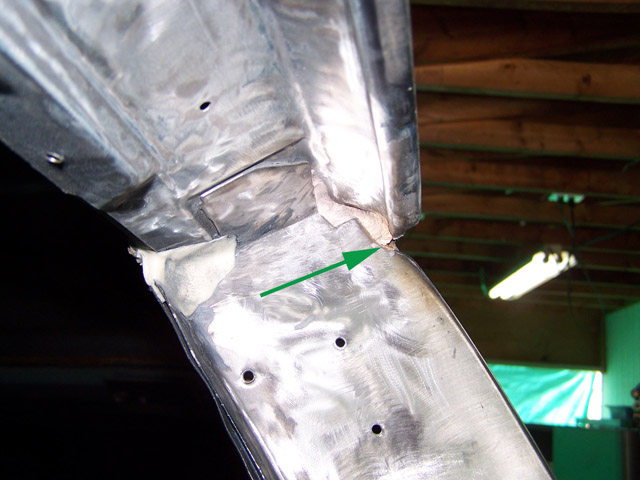
Take a gander at the flank along the rear quarter panel and you can see evidence of previous body filler used to match the fender line to the tail lamp housing. Here, I'm test fitting the tail lamp housing from my white parts car.
No matter how we tried mounting the blue tail lamp housing that came with the car, we could not get all the edges flush. When we tried "coaxing" the part into position, the crack in the housing became more prominent.
Granted, this housing doesn't quite line up perfectly but the difference in fitment is quite noticeable. Since I'm after the best fit and finish possible details like this are important.
Here's my motivation for swapping over the tail light pods from the white car. At some point in the cars checkered past somebody tagged it on the left rear corner. This probably damaged the tail light itself as well as the damage I found to the tail light housing.
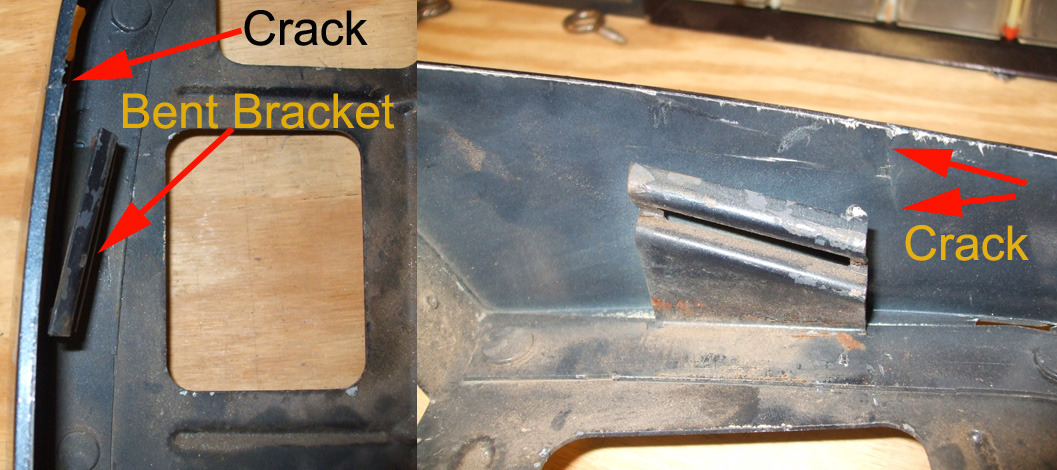
Since my white SS has un-damaged tail light housings, I've decided to use the best of what I've got. The blue housing is not only cracked, but the metal bracket that secures the tail light itself, a bracket which is, naturally, riveted to the plastic housing! Rather than mess with all that, I simply swapped over my good parts in place of the bad ones. Ah, the endless merits of an in-house parts car!

By the time I finally knocked off, the sandpaper was worn down and so was I. My father-in-law suggested that it might be time to knock off for this session and he was right.
All that's left to do is the rocker panel beneath the door and behind the rear wheel. Once we finish up those two relatively small areas all that remains is to weld the cracked seam where the quarter panel meets the roof.
Then we can shoot this side with some epoxy primer for protection and move on to other things. Once we get to that stage, we can remove the front and rear windows and repair the rust damage. At least that's the plan at this point.
Even though we took kind of a "shotgun" approach to things today, we were still able to get a lot accomplished. Even so, the v-groove below the rocker panels (as well as the wheel arch) are done, the trunk lid's off and we double-checked the fitment of the tail light housings.

Welding
March 2011
When we last left our hero, he was busily engrossed in prepping the driver's side of the car for paint. Saturday dawned cold and wet with a forecast of the same for the following two days. Wonderful! Fortunately with the space heaters and tarps still in place, work could continue.
This episode found me attempting the finishing touches to the body before epoxy primer could be applied. At least that was the goal at the onset. This meant that we really needed to address the stress cracks that had appeared at the trailing edge of the drip rail area.
We thought we'd weld up the problem area and finish prepping this side of the car. What we failed to realize is how this car was put together on the assembly line. More to the point, just how the seams between the body panels were finished.
So, we rolled out the MIG welder, grabbed a couple of scraps of sheet metal from a Dodge van (roughly the same gauge steel) and began experimenting with heat and wire speed settings.


This being my first experience with welding, this was both a lesson in how to begin welding as much as it was an experiment in getting the welder "dialed in" for the task at hand. All I can say is, folks who do this for a living sure make it look easy.

Once we were pleased with the penetration of the weld and the size of the puddle it was time to tackle the repair. One spot weld was enough to tell us what we were faced with and sent us back to the drawing board.
We'd initially thought that a few welds followed by a bit of grinding and a skim-coat of bondo and we'd be set. What we failed to realize is that back in the day these cars were assembled, the rough seams between the body panels were finished with body solder.
Body solder it seems (whether leaded or lead free) doesn't take particularly kindly to being welded. Crap! Another case of one step forward, two steps back.

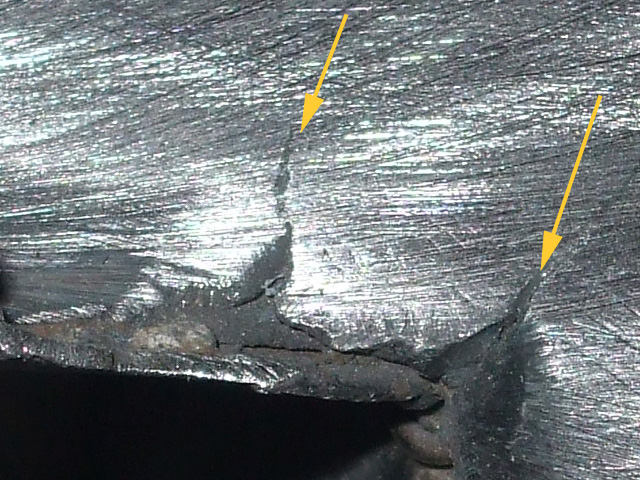
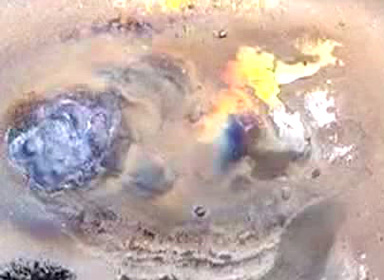
For the uninitiated, here's what happens when you attempt to weld such a seam. This of course meant that we'd have to remove the body solder and see just how large an area we were dealing with.
Even the factory shop manual from GM wasn't much help as it didn't even show a rudimentary diagram of how the body panels went together.
Sigh! Nothing about this project's going to be easy is it? So the only option at this point was to remove the offending material and see what we were facing. It needed to be done anyway, as any paint we applied would've cracked like the original did.
Grrrrrrrrrrrr!

The gentle application of heat from a propane torch and a steel brush were all that was needed to clean out the seam to see just what we were faced with. Here, the seam can be seen in all it's glory.
This would be a pretty big area to attempt to fix with bondo. In fact, there's what appears to be a small square patch that was applied at the factory. A patch with two pin holes that let moisture (formed from seasonal condensation inside the car) and rust penetrate the seam and factory body solder.
Once rust gained a foothold all bets were off. It was only a matter of time before this seam failed. At least we discovered this before the damage spread too far. So there you have it. A dreary, rainy Saturday, without much progress made. Even worse, we discovered a problem that's going to need proper repairs before we can proceed any further. I'll be posting this little adventure to my Monte Carlo SS club and see what other folks have done when faced with this situation. I can't be the first one who's ever run across this.

April 2011
It's been said that March can come in like a lamb and leave like a lion and that was certainly the case two days into April! I'd originally planned on doing some yard work, but with 40 mph gusts, blowing leaves would've been redundant. So, once again, I got a rather late start. Better late than never I suppose.
As I'd thought, there were several suggestions over on the Monte Carlo SS board, some of which exceeded my skill set (working with body solder) or my budget (All Metal body filler), leaving plastic body filler my choice by elimination. All Metal sounded good, but at close to $30 bucks a quart it was too pricey. So, I used a high quality fiberglass-strand-reinforced product.
But I'm getting ahead of myself, first, we rolled the welder back out now for another shot at that troublesome seam. Now free of contaminants we hoped to make more progress than the last time. In hopes of gaining the cleanest weld possible, it was necessary to remove as much of the factory body filler as possible.

A miniature butane torch and some judicious digging with a 90* pick were most effective in digging out the offending filler. Also seen in this shot is the amount of cleaning necessary to get a good weld on the surface area of the seam.
Since this will be at eye-level when the car is at its normal drive height, it's essential to get as undetectable a repair as possible.
It appears that at some point during assembly a small square patch was welded in for some reason. Unfortunately this patch has developed a couple of pin holes over the years (probably from condensation moisture inside the car) and these will need to be addressed.

Finally, after all the cleaning and preparations, it's time to weld some steel back into the seam area. This was a case of give it a zap, check the weld, brush the weld and then hit it again. Over and over again this process was repeated until the area in question was once again filled with steel.
Since I haven't really welded before (other than some practice welds while dialing in the welder) my father in law took over to do the final welding checking frequently for penetration and the level of heat being put into the sheet metal. The job didn't take all that long, once again, all the preparations took up the lion's share of the time.

After laying down several welds, it was time to grind them down and see where we were in the process. This is where the "dialing in" of the welder plays a key role. By experimenting on some scraps of sheet metal of the same approximate gauge as the car itself, we could be relatively certain of laying down good welds without burning a hole in the metal.
Since this area has lots of tight spots to get into, the Dremel was once again the tool of choice, enabling us to take off just the right amount of excess metal without digging in too far. Lots of folks reach for the 4 inch angle grinder. I'm not a graduate of the "use a hammer to kill a moth" school of thinking. Instead, I try to match the tool to the job as we did here.

It's a rather drawn out process to get to this point. First there's the welding, then a few passes with a small wire brush, then more welding etc. So, to get to this point does take quite a while, but it's a necessary evil.
So here's what we've got. Both stress cracks have been bridged with welds and the two pin holes in the factory's square patch have been repaired as well. The first couple of spot welds blew out a larger portion of weakened sheet metal than just the pin holes, but in the end it is fixed and ready for body filler.

Not the greatest shot in the world, but enough to give you the idea. I used a product called Everglass which is a short-strand fiberglass reinforced body filler designed just for the type of repair I am making here. Per the label: "Contains a combination of short strand fibers and Kevlar for superior strength, durability, and prevention of stress cracks in high stress areas." Obviously this isn't the same pink Bondo I used as a teenager.
Also (according to the label) this stuff is supposed to provide superior adhesion and corrosion resistance over steel, galvanized steel and aluminum. Okay, so much for the sales pitch, it's time to mix up a batch and slap it on! Unlike Bondo, this stuff (when mixed with hardener) turns a sort of dark green/blue.

Here's a shot of the EverGlass after I got through hitting it with a "cheese-grater" rasp followed by some 40 grit sandpaper. If the workability of the product is any indication, this should definitely be tough enough for the job. It seemed much harder to sand than the typical pink Bondo I'd used in the past.
Being able to make a perfect patch with one pass of body filler is one skill I've never mastered. This first layer has at least 6 low spots, or depressions that will need to be filled with a second layer. One thing's for certain, my father-in-law's method of mixing the hardener into the filler using a spreading/folding method is vastly superior to my stirring it with a screwdriver method when it comes to the elimination of air bubbles.
For the second coat we chose a 3M product called Piranha Putty which is supposedly an "easy sanding" body filler. Whether it was the age of the product or the ambient air temperature, I'm not sure, but this stuff was STIFF brother! So much so in fact, that we resorted to thinning it with some "Plastik Honey" (seen above) filler thinner.
After working in at least 3 doses of the thinner we ended up with a filler slightly less stiff than typical Bondo. Take a gander at the tube this stuff comes in... it's a squeeze tube with a flip-cap! We didn't have to resort to the 20 ton press in the corner of the shop, but it was close.
As for the easy sanding part, well it was a little bit easier to sand, but not enough to warrant being called "easy sanding," in my humble opinion.

Here's a shot of the Piranha Putty after being applied it over the first coat of EverGlass. At first we thought we might've thinned it too much, since it did start to sag a bit. But then the catalyst kicked in and it hardened up quickly.
Once again we used a cheese-grater to take down the high spots. Then we switched to the 40 grit to do the rough shaping of the repair.
Back in the day, I'd either use my 3x5 inch Black & Decker electrical sander, a basic 3M hard rubber block sander or (if I got desperate or frustrated enough), a 6" sanding disc on my electric drill. Now however my knowledge and tool selections have evolved quite a bit.

Here I'm using about a 15" flexible sanding board with all 3 stiffening rods still in place. The advantages of using this type of sanding block (as opposed to my prehistoric rubber block) are quickly apparent once you start working the repaired area.
By spanning the entire area the ends of the sanding block ride on the surface I'm trying to match the patch to, I end up taking down just the high spots, which is the whole point. Back in my 20's I'd frequently end up with low spots, or feather in the patch before I'd spanned the entire area.
The longer sanding block eliminates these problems. Ah yes, still learning (using the proper tools certainly helps) after all these years.
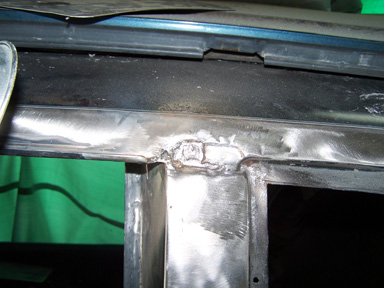
WELDING DONE

PUTTY SANDED
To summarize, the stress cracks have been welded. Above-right: the body seam following two layers of body putty and much sanding. One more coat and we should be able to primer this seam and move forward. Progress! So, even though I got a late start, I hit the ground running and still managed to knock out another task.
Once again I got a rather late start due to... uh... some time management issues... yeah, that sounds about right. Regardless, I worked for another six hours until it began to get fully dark outside. Next time I'll give the seam another coat of filler and then it'll be primer time, I hope. Once that's taken care of I'll still have more than enough other stuff to keep me busy.

September 2011 - Right Side Hump
Here we have a little bonus courtesy of my father in law. With the "window support hump" having been the extent of my sandblasting progress on September the third (the weekend of the farm show), I was left with this. By the time I'd removed all the rust there were two nice little pin holes in the steel.
While I attended to family business out of state, he took up the welder and proceeded to fill in the holes. That was the initial plan anyway. What I'm rapidly learning on this project that what you typically see is only the tip of the iceberg.
When the steel gets this thin, you have no way of knowing what'll happen when you try to repair the damage by welding the offending holes shut. The next few shots will help explain just how big the area affected by the rust monster eventually turned out to be.

Three... maybe four tacks later and this is the result. The steel was so weak in the area of the "pinholes" that the application of sufficient heat to generate a weld blew the paper thin steel right out of the way. This is a visual representation of the old saying: "it's gonna get worse before it gets better."
In light of how little factory steel was actually left, I think this discovery is a good thing. This way you eliminate the steel too weak to support new steel and once you're able to lay down a weld you know you've gotten into the more substantial steel. My theory is I'd rather have as much good steel back in here as the factory originally did.
Sure is a real eye-opener each time this happens though. Think of all the car guys and gals who never make this discovery. You take this car to a local Macco shop, they won't even look here. You want the car painted, they paint it. If the trunk fills up with water each time it rains and rusts the whole thing into oblivion, well, that's your problem buddy. I wonder how many Monte owners are even curious enough to remove the 3 sheet metal screws that attach this little vanity panel?

Roughly a dozen tack welds later it's time to finish things off by grinding the weld down. Since this whole area is covered with the aforementioned "vanity" panel, there's no need to make this perfectly smooth as we would on an exposed panel. We'll prime and top coat this area, but that'll be about it.
I guess this is just another case of as long as we're in it this deep, might as well fix it the right way. Once I went over the area with the sand blaster (just to make sure I'd gotten all the rust out of the nooks and crannies) I don't think paint adhesion will be a problem.
At this point in the project, we believe this to be the worst rust infestation on the whole car. Famous last words I suppose, but at least the car did not live in the salt belt, so that gives me hope that any other areas won't be this big of a task. The way the car was desinged (with this hidden area) really lends itself to neglect. You can't see all the pine needles, leaves and other debris that collects beneath this panel, between that and the trapped water that results... you've got the perfect environment for this level of rust.

A shot taken after the first few rounds of welding. At this point in the game, the foreground holes have been filled in and ground down and there's only one spot left to fill before this area can be called repaired. This is no place for Bondo or caulking or any other number of BS repairs. If you want the car as close to factory original as possible you've just gotta suck it up and do the job right.
Granted, we opened up a real can of worms here, but this is what happens when you're removing and repairing rust. The objective here isn't to cover it up or neutralize it, but to remove it and put good metal back in place of the weakened cancerous metal. There are no short cuts if you want to do the job the right way and have a stron and long-lasting repair.
Rust is to the car what cancer is to the human body. It has to be removed to be called cured. The rust "neutralizers and converters" on the market only serve to delay the inevitable. I want a permanent repair.
Here's one last shot to close this journal entry with. At this point the welding has been completed and all that remains is for some finish grinding to be done.
Once that step was completed, I went over the area one last time with the sand blaster (see above entry for details) as the final preparatory etching before laying down some epoxy primer.
It sure will give us a real sense of accomplishment once we're able to move forward from this little "sub-project." I hadn't really planned on getting this bogged down in one area of the car, but this is what happens when you're restoring a car. Besides my do it once and do it right philiosophy is still driving the bus on this project. Soon enough we'll be able to move on from this quagmire of rust repair.
Windshield
April 2011 - Windshield Removal

While I was engrossed in personal matters, my father-in-law finally managed to wrangle a local auto glass man. The last time I removed a windshield was back in the 1980's. Back then I'd used a strong length of wire (and a helper) to saw through the adhesive holding the windshield in place.
Amazingly enough, little has changed in the ensuing years. The only difference is that someone in the glass business has access to the special braided wire that makes the job much easier.
Good thing too, since the adhesive used on this car was much stronger than what I'd run into on the '68 Pontiac Executive wagon I worked on back in the day.

With the windshield safely tucked behind the garage, step one was to take a razor-blade scraper and clean out the residual adhesive from the winshield channel.
With the excess adhesive removed, the job of getting down to bare metal could begin. We first tried a nylon rust and scale pad in the die grinder, but it wasn't the best tool for the job.
Next, I stepped up to the wire-wheel. This did a better job, but still left some rust scale behind.
Not for the first time, I'm thankful this is a southern car (spared the seasonal salt bath of the rust belt) or I'd be welding in patch panels instead of de-rusting the factory steel.

Along about this time my father-in-law brought out his spot sand blaster (replete with sand-recovery bag) with a wedge shaped nozzle which fit perfectly into the channel. This did an excellent job of removing the rust pits the wire-wheel couldn't quite finish.
So I slowly but surely worked my way up the channel, giving it a blast, moving the nozzle a bit and repeat. Once I was satisfied that the metal was clean I came back with the wire-wheel on the die grinder to finish the job.
By the way, I sort of forgot to wear my shop hat while I was using this little device. More on this shortly.

My ultimate solution then (to give the best surface preparation) turned out to be a tag-team approach. For the inside 90* bend of the channel I used a spot-sand-blaster. For the flat area of the channel I used the wire wheel.
This was time consuming and messy... I mean real messy! How messy was it? Let's just say that even with a "recovery" bag the darned sand went everywhere. Yes, I'm wearing eye-protection and a dust mask, but in my haste to get to the task at hand, I left my shop hat sitting in my truck. Fat lot of good it did me there.
When I hit the shower later that evening, I must've shampood a couple pounds of sand out of my hair. Not my idea of fun.
While I was engrossed in other matters, my father-in-law logged another 4 hours or so working on the windshield frame with a wire wheel. Then, to address the corrosion discovered there, he used a product called Ospho (the brand name for a phosphoric acid product) which both removes surface rust and renders deeper rust pits black so they may be painted. Although upon further consideration, we decided that the wire wheel wasn't leaving enough "tooth" for the paint to bond with. In fact it seemed to almost burnish or polish the surface. So, we decided to prepare the surface with some 60 grit sandpaper and the spot-sand blaster for the really tough spots.

Now this is hardcore! I haven't worn down the edge of my thumbnail with 60 grit sandpaper in over 30 years! That's a sobering thought. Philosophical musings aside, it all came back to me as I prepared the track that the windshield sets in.
In order to get around the studs which hold the trim clips, one has to get... creative, when sanding in such areas. In the past I've used screwdrivers, putty knives, pretty much anything handy that wouldn't necessitate a trip back to "ye olde tool boxe."
Although time-consuming (to say the least) this will, without a doubt, give plenty of tooth for the primer to latch onto.
Below you can really see the difference in the two approaches. Granted, the Ospho is supposed to prepare surfaces for painting, but I can't help but think that removing as much rust as possible is the better of the two methods. Clean, shiny, rust free and ready to be protected from the elements once more.
BEFORE

AFTER
Here's a shot of the upper corner of the right side windshield frame. I came back later (after discovering a few missed spots) and re-blasted this area, following up with some 60 grit for good measure.

BEFORE

AFTER

Finally, it was time to lay down some masking tape and shoot some primer. Because of the special primer required for bonding to the windshield adhesive, it's necessary to mask off the lower plane of the channel and just shoot primer on the surface where the trim clips are located.
A PITA preparation wise, but I'm going to do this once... and do it right. There's a special satisfaction in knowing the job has been done properly the first time.
The plan then is to reverse the masking job and paint where the actual adhesive will sit. I'll spray that area with regular primer (which can be wiped off with lacquer thinner) so when the time comes, the glass guy can use his proprietary primer & adhesive.

Here's what we're using as a primer to seal the bare metal. The key here is to use a two part "automotive grade" paint, which in this case means you have a base and a catalyst or activator. Typical "rattle can" primer is not the same thing, I don't care who tells you differently.
I didn't know this back in the day, but then again, the cars I painted back then were never stripped to bare metal either. If I did my typical "Bondo" patch job, then sure, I grabbed the nearest rattle-can and blasted away. Why?
1. I didn't know then what I know now. 2. For my skill level at the time, it was good enough. 3. It was all I could afford.

This is the activator which (for this particular paint) gets mixed with the activator at a 1:1 ratio. Then of course you mix your paint, strain the paint into the gun, and you're ready for Freddy.
See the box of gloves on the cart we're using to mix the paint?. Well, when you're "gloved up" to mix your paint, it can be a real PITA to try and fumble around pressing these flipping little safety tabs. This is how we handle things in this shop.
Presto! No more torn up gloves, paint on the fingers etc. You'd be surprised how far this stuff goes. We used about four ounces for the first coat, including fooling around with the settings on the gun and test-spraying to check the pattern.

So there you have it. Another extremely productive Saturday, with much progress made. The weather cooperated beautifully with just an occasional breeze and temps in the mid-upper seventies. Between my father-in-law and myself we logged a rather impressive total of hours since my last entry. Rust treated or eliminated, primer applied. More to come.
Acid vs. Rust
May 2011 - Surface Preparation

My Saturday got used up attending to family matters, so we re-convened Sunday for more rust removal.
Today, we're using with a product called Ospho (the brand name for a phosphoric acid product) which renders rust chemically inert. However, if you keep the surface wet and use a wire brush to scrub with, you can in fact (eventually) remove the rust down to clean metal once more.
It leaves the surface well etched for the application of some epoxy primer. The downside is (using it for total rust removal as I did here) it takes you FOREVER! If tedious time-consuming preparations aren't your thing, then you may want to pursue an alternative method.

Now this ladies and gentlemen is TEDIOUS! As a rather weak acid, this stuff does indeed take its sweet old time to get the job done. I didn't quite grow a long white beard while performing this operation, but the stubble was gettin' mighty long.
If you're wondering, yes, I did in fact use the old standby of the electric drill with a coarse wire wheel to begin this operation. It took off most of the surface rust, but didn't touch the deeply pitted surface of the metal.
Although time-consuming I do have to say that I am very pleased with the results. Yes, there may be quicker methods to "seal" the rust, but I just can't bring myself to paint over rust... not on a project of this magnitude.

LEFT SIDE AFTER

RIGHT SIDE BEFORE
Here's where you can really see the results of scrubbing with the Ospho. I'd dab some on with an acid brush (to keep the surface wet) and then use the wire brush to slowly and methodically remove the rust. Clean, rust free and ready to be protected from the elements once more. Since this will be hidden beneath another body panel, the surface doesn't need to be glass smooth.

Here's what I was hoping to NOT find. Yep, it's a rust-through (or rust hole if you prefer) right were I don't need one. After discussing the options, it was decided that welding up the hole (even though it may blow out the weaker/thinner metal) will be the best option since the surrounding metal is still up to par.
Not clearly seen here is the seam sealer I scraped out of the seam that runs along the top edge of the fender up to the rear window. There's rust on either side of the channel I need to fill with seam sealer so I'll Ospho up that area next.
What I really need to do is build a rust-scrubbing machine. Some sort of robotic gizmo that meters out the ospho at a rate to keep the surface wet with a back-and-forth scrubbing brush. Then periodically have a suction tube remove the spent ospho so the process could begin again. Your mind can do funny things when it's bored, that's for sure! Another semi-productive Sunday, with your intrepid guide getting bogged down in rust repair issues. Oh well, at least the weather cooperated with a nice sunny day in the 90's with an occasional breeze. The temperature was a limiting factor in my treatment of small areas of rust at a time, so the acid wouldn't dry out before I could scrub with the wire brush.

June 2011

Working 10 hour days is not conducive to getting up early on Saturday mornings, at least not earlier than... say... 8AM or therabouts. That being said, I arrived at my worksite around 11:30AM ready for more (oh no) rust removal.
So... here I am, at it again with the wire brush, trying desperately to remove who knows how many years worth of rust in what I can only describe as the hard way. I'm still using Ospho (it turns rust black so you can paint over it) which will also completely remove rust... eventually. I researched other products (like Picklex 20, recomended on the autobodystore discussion forums) but at $40 bucks a quart, cheap it ain't.
So I swung by Harbor Freight and stocked up on el-cheapo small wire brushes on my way.
I made 2 interesting discoveries during this session. One, ordinary baby powder is great for helping you slip on latex protective gloves to protect your hands from the acid. Two, scrubbing rust for five hours or so brings you to the brink of Blisterville and your hand will require generous doses of ibuprofen.

As part of my "no stone left unturned" philosophy, I began at the back of the car and worked back up towards the rear window area. It was definately slow going, it's times like this that you really appreciate the company of your trusty shop radio.
I'm not too worried about the surface rust on the top of the fender. I can take care of that with some Ospho and a Scotchbrite pad once I finish the more difficult seam area.
My game plan at this point is to get the left side of the car prepped and in epoxy primer. Once in primer I can re-apply new seam sealer as I've done elsewhere.

So... whaddya think? By the time 5:30 rolled around (my stomach making decidedly un-joyful noises) I'd pretty much reached the end of my endurance for the day. Between the temperature (100* in the shade) and the repetitive nature of the task I was ready for quittin' time. Still, it's hard to argue with the results.
Granted the area that has been treated is still pitted, but we're talking clean (not to mention well-etched) steel with the corrosion halted in its tracks. Yes, I started with a wire wheel, but there's no way it could reach the depths of each pit in the steel the way my chemical based approach has. Tedious, yes but worth it... well we'll have to see I guess.
Yet another semi-productive Saturday, (flying solo this time out) with your intrepid rust warrior still bogged down in my campaign against the rust demons. Oh well, at least the weather cooperated with a dry heat instead of the more typical hazy, hot & humid routine. The occasional breeze made it almost a pleasant chore... almost.

August 2011 - Left Side Hump

Okay... So... here we are, back on task once more, having banished my stupid head cold once and for all. With the left rear quarter in primer, it was time to return to the rear package shelf panel. The first step was to eradicate all the built up dirt so the acid-based rust remover I'm testing can get right to work.
To that end, I used some Purple Power Citrus soap and a small, stiff scrub brush. We followed this with a rinse with plain water from the garden hose. Then it was a quick blow dry via a blast of compressed air as seen here. Repeated rinses finally disolved the soap residue.
With that accomplished we soaked the rust spots with Eastwood's "Fast Etch." Whoever named this stuff was wildly optimistic. To say the least.

With little if any odor, in addition to being perfectly clear, I nonetheless had high hopes for this stuff. I mean why not, it's got the word fast right up front! To slow down evaporation we covered the spots with paper towels and Saran Wrap, then broke for lunch.
As you might surmise from this photo of the product in question, it is, in fact, anything BUT fast. What the hell did they use to time this with... a calendar?
This stuff is no speedier than Ospho or Prep & Etch, the other two chemicals I've used to de-rust my car. Scrubbing it with a wire brush makes you feel like you're accomplishing something, but you really aren't.

What I'm dealing with here are some of the factory spot welds where reinforcing sheet metal was attached from beneath. There's a whole series of them running along this panel. The welds burned off the paint and the assembly line folks brushed seam sealer over it to compensate.
The bristles of the brush created ridges with high and low spots. The low spots are where the rust gained a foothold. The Fast Etch didn't even begin to touch this. In fact I almost thought I heard the seam sealer chuckling at the attempt.
What you're seeing in this shot is the result of a 3" 80 grit sanding disc on a die grinder. I'd treated and scrubbed them several times with Molasses Etch, but it was die grinder to the rescue.

In the hopes of actually accomplishing something, we turned our attention to the rust hole on the shelf panel. This was exposed following many hours of scrubbing the metal with Ospho. The hole was roughly the size of your average dress shirt button but once welding began the weakest steel got burned away.
Going slowly and with careful heat & wire speed adjustments only 6 or so tacks were necessary. The technique used was to apply a tack, hit it with a wire brush to clean the weld a bit and repeat.
One nice thing is that the area we're repairing will not be seen. The panel that covers this area will hide the repairs so we don't have to get too fussy with the finished result.

A shot taken after the first few rounds of welding. The backside of this area has limited access but I do think I can somehow apply a rust preventative to the back side when the time comes.
In looking at the area now, it's amazing just how much rust was able to gain a foothold. Worse yet, the cover panel hid all this damage from view, while the panel itself was just fine and dandy. Whenever somebody with one of these cars asks about rust, I always make sure to mention this problem.
I can only imagine the damage that would occur in the Northern climes with road salt factored in. If you don't run your car through a car wash several times a winter, this whole area could evaporate into rusty lace. And you'd never know it!

With the rust hole on the shelf panel finally welded shut, we dressed it lightly with the die grinder and called it done. This was deemed appropriate since the area will not be seen when the car is reassembled. I do plan on painting the area with a high quality primer and top coat to hopefully prevent further damage.
It'll be nice knowing that my trunk is weathertight once again and that the area is structurally sound as well.
Since we're working our way around the car the plan is to prep this area as well as the rear window surround for some epoxy primer. After that, it's on to the roof.

The rust had managed to creep up beneath the sides of the rear window as well as the bottom edge. Here we're going old school once again with the tried and true electric drill equipped with the ubiquitous wire wheel attachment.
Although it may seem prehistoric to some, this was nonetheless the best method for cleaning out the old, dried out seam sealer as well as an initial attack on the rust beneath.
This is where the el-cheapo paint job does more harm than good. The all important prep work gets skimped on, then it gets shot with low-quality paint. Meanwhile cancer continues to eat at the metal beneath the shiny new paint.

One last shot as we call it a day. With the 80 grit disk having jump-started the rust removal at the spot weld locations, we returned once again to Snail's Pace Etch. I do plan on painting the area with a high quality primer and top coat to hopefully prevent further damage.
As mentioned previously, the tiny black specks seen in the close-up shot are (theoretically) "neutralized" rust specks that can be safely painted over with no ill effects. I'm not entirely sure I buy that explanation (especially since they're the same folks who called this stuff Fast Etch) so I try to scrub out everything, which takes forever.
Got another late start as this was my first week back at work following my head cold. I don't know precisely why having a cold makes you feel like you got dragged through a knot hole sideways, but it's an exhausting situation. Having the central A/C in your house quit in the middle of an August heat wave doesn't exactly help matters. Oh well despite everything we logged another 5 hours.

June 2011

So... here I am, still at it again with the wire brush, in what I am convinced is the hard way. I'm still using Ospho which I am convinced can melt your brain with boredom.
One side-effect of using this stuff is that it leaves behind a white powder which protects the surface from flash rust, useful if you only get to your project once a week or so. But since this is an acid, I don't want to paint over it (which would re-activate the acid) for fear of adhesion issues. To that end I went back over the areas previously done and this time followed up immediately with some Prepsol to (I hope) remove all traces of the acid so I can prepare this area with epoxy primer.

Thankfully the car cover I purchased has been doing a pretty good job of keeping the flash-rust at bay in between work sessions.
Only partially in the shot is the freshly de-rusted (again) fender top surface. I used a strip of maroon (course) Scotchbrite to scrub the surface immediately after applying more Ospho.
The plan at this point is to use the natural break of the fender lip as a mask off line for the fender. This way we can take care of the largest surface area first, then work on the package shelf & trunk valley area separately. Another TWO days in the can, (averaging 5 hours each day) your intrepid rust warrior still bogged down in my campaign against the rust minions. The weather was back to the typical Southern HHH (hazy,hot,humid) making a sweat band for the head mandatory. The three strategically placed fans (and frequent beverage breaks) did their best to make things tolerable.

July 2011 - Almost There...

Okay... So... here we are, rusty acid runs freshly scrubbed out of the surface with the Scotchbrite Ospho Elbow Grease trifecta, ready for the next step. The Scotchbrite does a great job, but leaves you with a smooth almost polished surface, not at all suitable for the application of primer. To add some necessary tooth to the surface we're using 80 grit on a Chicago Pneumatic DA (dual action) sander.
We got side-tracked a bit by trying to repair the air control valve of the sander which had disintegrated over the years. We tried to MacGyver it together but ended up using the pressure adjustment knob as a work around. This phase wasn't really very difficult, other than being aware of where an edge or character line of the the fender was in relationship to the rotation of the sanding disk.

With the fender fully prepped, all that remained was to go over the channel at the bottom edge of the fender, where the outer skin of the fender is welded to the inner skin.
I really got bogged down here by both the rust (formed from the acid that ran down the fender surface) and the 3 separate angles that form this channel.
Here, I'm using the 80 grit disc from the DA sander wrapped around a half-disk pad. This was a really handy method of sanding into the corners of the channel as well as various flat surfaces. I used a smaller 80 grit remnant for cutting in by the character lines of the fender where the DA would've done more harm than good.

Now this... this is a level of detail you just don't find on your run-of-the-mill street machine. Of course my primary motivation here was the need to get the paint out of the spot welds. Having each weld nice and smooth would no doubt make card-carrying members of the UAW tremble in their boots, then again I'm not working on an assembly line either.
The shadow above the spot welds is the channel mentioned earlier. Probably designed to lend some extra strength to the fender it makes prepping the same area for paint time consuming. To the extent that, although we'd originally planned on shooting the fender with primer immediately following this session, we lost the daylight necessary to do a proper job of painting.

One last shot to close with. I didn't bother taking any shots of the rusty top of the fender (and the ensuing streaks down the side of the quarter panel) but rest assured they were mighty ugly.
The hardest part at this stage of the game is being super-careful not to touch any surface I've already finished with my oily, sweaty arms or hands. My trusty head/sweat band really earned its keep by not letting me drip all over everything.
Even being careful I messed up a couple of times (leaning where I shouldn't have) but wiped the bare metal off immediately with some Prepsol. Another 8 hours in the can. Felt more like 10 or 12 what with the heat and all. One of my fans kept shutting down... then starting up again about 10 minutes later. Couldn't figure out what the hell was going on. Note to self: clean the pet fur out of the fan next time before dragging it out into the heat. Duh!

Primer!

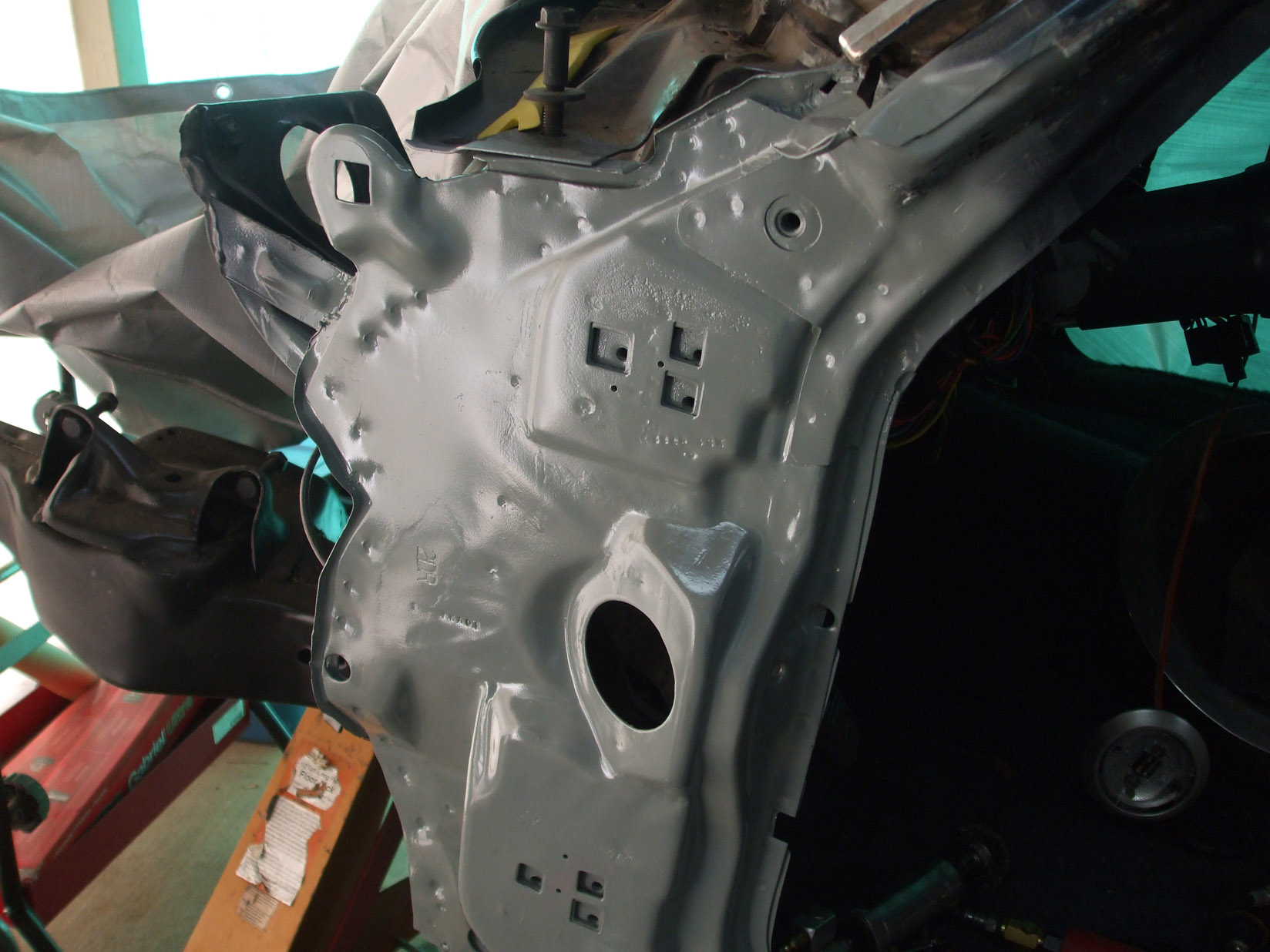
Okay... While I was otherwise occupied with family obligations, my father-in-law managed to get a nice coat of primer laid down to protect the metal we so laboriously prepared. It may not look like a very big area to prepare, but this quarter panel seemed to take forever. Probably because it got rusty in-between work sessions.
As before, we're using Southern Polyurethanes Epoxy Primer for maximum protection. Here, we've masked off the channel that the quarter window sits in, as we'll probably use a different primer more compatible with the adhesives required. Yes, believe it or not, there are certain requirements for priming metal where adhesives will be used.

One last shot to close with. The next step will probably be to work on the trunk-gasket channel (for lack of a better term) repair the rust and shoot it with primer. Once the entire body is in primer, then I can begin the process of aligning the body panels (such as the fender extensions that house the tail lamps) and making sure all the surfaces are super-smooth.
The advantage I'll have this time are the long block-sanding boards that are light-years beyond the old Black & Decker DA sander I had back in the 1980's. You really can't underestimate the value of having a long board to even up the panels without the waves caused by feathering the edges of the Bondo improperly. But hey, that's the advantage of experience over enthusiasm. The weather was back to the typical Southern HHH (hazy,hot,humid) making this task a bit of an endurance test. With the temperatures tickling 100* (with a heat index north of that) it was a test of both man and equipment to achieve this.

Sand-Blasting vs. Rust
September 2011 - No Day at the Beach
Here I am (Saturday the 17th) getting back to work after a half-hearted effort a week or so before. On September third, after attending a nearby farm days tractor show, I got a late start and it was hot and humid again to boot. Lovely. We finally decided that Ospho may have its place, but we need to make some PROGRESS brother! Exit Ospho... Enter Sandblaster.

Let me get this out of the way up front. If you're going to start in sandblasting a car body, (and to a lesser extent separeate car parts) prepare to get dirty. I mean REALLY DIRTY! I'm talking sand stuck to your sweaty arms and legs (shorts aren't the best idea), sand in your pockets and... unbelievably... grit between your teeth dirty!
Yes, as you can see, I've got a hood on (and a respirator beneath that) but somehow inevitably the blasting media gets... everywhere. Don't get me wrong, the results are definately worth it for the "progress vs. sweat" ratio, but it is a tough job. The hood protects you from the sand, but also makes it damned hard to see what you're doing.
On the 3rd, I started out by using a mixed media of different sized granuals that my father-in-law had left over from another project, but the plastic container he'd stored it in had cracked letting in moisture. For the type of sandblasting I'm attempting here, moisture in the media makes the job difficult to impossible.

On September 17, I switched to a finer grit sand I'd bought a couple of years ago and never used. It feels fine between your fingers and in use, did a better job of getting the rust out of the nooks and crannies of the rusted metal.
The other factor to take into account is the sheer amount of media you'll go through. Although my "canister" will hold about 50 pounds or so, it seemed that in no time flat I was blowing nothing but compressed air. You'll also want to pick up a screen so each scoop of sand you pour into your canister is free of bugs, dirt or other contaminents that can clog up your blasting gun/nozzle.
Then there's the old buggaboo of moisture. This bag ripped also, but I had it stored in a Rubbermaid blue tote to keep the moisture out. I must say I've had good luck with the durability of Rubbermaid stuff. I've had it deform or wrinkle from abuse, but so far it hasn't split or cracked, so this batch of sand was much dryer and more effective. I've had some plastic containers fail though and moist media doesn't work well at all.
I must say that this method is far superior to the acid based rust removers for this situation. The sand even removed the acid residue that might have cause headaches later on. You also get to see reasonable progress as you move along.
You get a real idea of how powerful sandblasting can be by the wear the sand does to the nozzle of the gun. The arrow shows a hole blown through one part of this nozzle, the round hole of the tip was also worn into an oval shape. Needless to say it needed to be replaced. A run to Northern Tool and $18 bucks later I had a replacement set of 3 1/4" tips which looked the closest to the tip I'd worn out.

WORN OUT NOZZLE

REPLACEMENT KIT
They also give you an new restrictor tube which (I think) boosts the velocity of the sand through the gun. I guess since they only give you one of those and three tips, the restrictor is supposed to last through three tips. That's just my theory at this point though.

The only downside to sand is you need to protect yourself from silicosis which comes from inhalation of the silica in the sand. Here's what I used since I'm working under a lean-to next to a garage (roof/3 open walls), I had good ventilation.
Since I have the great good fortune to need glasses, regular masks fogged them up each time I exhaled. The air-valve type shown here helps aleviate that by disipating they air as you exhale. Just one more thing to consider.
I got in the habit of blasting an area, then peeping out under the edge of the hood to see if I'd gotten all the rust out of a given spot. Then pull the hood back down and have at it again.

In this shot I've worked my way up the driver's side fender-top seam, around the rear window channel. I spent a lot of time in the lower rear corner since that's where the water sat and the rust was the heaviest.
Dig my fancy, high zoot, Snap On sand blaster woo hoo! I seem to recall getting involved in a small bidding war over this one on flea-bay a couple of years ago. What a joke that turned out to be. I was simply after something I thought was made in America, but some guys seem to feel Snap On = gold standard for tools. At any rate, what you end up with in reality, is a plastic canister with a funnel shaped bottom, a hose, and a gun with a trigger valve that you can use different sized nozzles in. I actually got two guns with the unit so I can swap back and forth if I keep one size nozzle installed on one gun and visa versa. Oh well, when I get too old to do this stuff I can sell it as a genuine Snap On unit!
Near the end of the day as my supply of sand ran down I resorted to recycling. You'd be amazed at how much I was able to sweep up, sift through a screen into the canister and resume operations.

Enough with the process, it's time to see some results. I must say I was extremely impressed with the results. All the time and mess is really worth it when you can get the metal this clean. This is not primer (although it almost looks it) this is actually the freshly sandblasted steel ready for primer. Unfortunately, I found a couple of thin places (looked like rust spots from under the hood) and couldn't figure out why the rust wouldn't come off.
Once I took the hood off for a beverage break, the reason became painfully obvious. They weren't rust spots, they were actually rust holes in the steel. Just one more task for the old welder I guess. I doubt I would've found these simply using a wire brush and one of the acid etching chemicals I started out with. Another plus for sandblasting as a better method for rust removal/paint preparation, particularly in an area like this where a perfectly smooth appearance isn't vital to the project.
The third pinhole is just out of frame on the right side of this shot, on the verticle lip that the trunk weather seal mounts to. Again once the rust was gone there was another little hole.

The center of the panel had rust spots which had creeped up beneath the rear window seal. Rust had also gained a foothold each place the factory had spot welded the reinforcing structure beneath what you see here. Double wall construction is difficult to work with.
I also went to great lengths to get under and around each of the three clips which the finished panel mounts to. This was a good way to make sure that there was no rust and no Ospho residue around these mounting points. If I'd had another bag of sand, I'd have been tempted to sandblast this whole area for maximum paint adheshion. As it stands I had my work cut out for me trying to eradicate all the rust pits in the worst areas, so I focused on these instead.
Besides, by the end of the day I was tired, dirty and looking forward to some much deserved dinner, so I focused on rust removal over paint removal. I kind of think with all this futzing around the Monte will be a fair-weather car once the project is completed. It's hard to believe this much rust could be found on a southern car.

If you look closely at the peak of the bulge the rear window sits on, you can see an area that looks a little like grey clay. In actuality, this is the molten steel, where the rust holes on this side were repaired with welding. Unfortunately, the steel was so weak that the pinholes soon became 1/2 inch holes, hence the size of the weld.
After I took this shot, I grabbed the sandblaster and went back over it again. I'd spotted a few more tiny rust spots here and there that I thought needed to be removed. After all, I was already filthy and if you can't be anal about rust removal, what can you be anal about in a project of this magnitude? Thankfully, what I spotted were simply surface rust I missed looking through the hood. But hey, if fate decides to throw you a bone once in a while you'd be a fool not to be thankful for it.
Going to combine hours on these two sessions. I spent about 4 hours working on the 3rd and another 6 hours on the 17th. I started keeping track of hours, just for the hell of it, so if someday somebody asks how long did it take you I'll have a well-defined answer to give. Other than just saying "oh about four years of so." A lot of folks admire the work you put in, and the finished result, but have absolutely no frame of reference for the amount of actual time the end result has taken.

October 2011 - Cleanup Detail.
Saturday the 16th dawned clear and crisp, a really beautiful October morning. My initial goal today was to get some epoxy primer onto the areas around the rear window which I'd sandblasted previously. What I failed to realize however, is the extent to which the sand permeated the worksite. There was literally sand everywhere. The interior had become a catch-all for all sorts of parts, tools etc., so each item had to be removed and shaken/blown off before the cleanup operation could begin.

To say I was unprepared for the magnitude of the cleanup task that lay ahead would be an understatement, to say the least. There was at least a 1/4 inch of sand on the trunk shelf, which lies directly beneath the rear window where I was blasting away the rust. Forgetting to remove the trunk mat from the trunk floor made recovery of the sand that much harder.
If you look closely, the driveshaft hump is on the right and the two bolts in the floor are the seat belt anchor points. Each time I shook the insulation pad separating the trunk from the interior, more sand sifted down from above. Once the sand was vacuumed up I removed this insulation for further cleaning. Note to self: remove all this stuff before sandblasting next time.

See those three stamped holes above the door opening at the top of this picture? I inserted a blow-out wand and repeatedly blew sand out of these crevices on both sides of the car. Then, more vacuuming. Repeat as necessary.
It was right about here, where I suspended operations briefly to inspect the shop vac's filter. As expected it had become clogged up with sand and other detrius and needed to be blown out with compressed air. Once the filter was re-installed, the lack of suction problem had been cured.
I'd even left the old carpeting in place! I was able to vac up the majority of the sand, but if I'd removed this before hand, the mess would have been easier to manage.

With 90% of the sand removed, I took it upon myself to rip out the trunk mat. Basically a tightly-woven nylon mat with a foam backing, it had clearly seen better days even before the great sandblasting adventure. It was scheduled for replacement anyway.
The previous owner it seems, had gone to great lengths to keep the original mat in place. It looks to me like he used up a whole tube of caulk to get the mat to stick in place. It actually stuck better to the surface of the trunk than to the mat itself. This called for a putty knife, held at a slight angle to the surface while pushing and wiggling it back and forth.
If I'd known this was here, I'd have tackled it during the summer heat wave. Probably would've come up a lot easier.

There we go. That's much better now isn't it? This turned into one of those "while I'm at it" tasks that (as I was in max-cleanup mode) there was no better time than the present to tackle this.
At some future date, I'll no doubt replace the factory version with one of the aftermarket versions I'v seen advertised on the web. I may try some lacquer thinner and see how it does on what feels to me like "spray mount" adhesive covering the trunk floor itself. Another project for another day
Doesn't look like much, but I killed another 5 hours working on various things (including removal of the blue seat belt inertia reels from the inside of the rear quarters) again today. Time sure flies when you're having fun eh? Seeing how much time this took, I'm going to make a concerted effort to mask things off the next time (even a piece of cardboard taped into the rear window opening would've helped) before jumping in with both feet and blasting away. Regardless of the mess, I'm happy that more progress got made even something as intangible as cleaning up all that sand. When you get pulled in as many different directions as I seem to be it's nice to see any kind of progress.

Since my Monte has some rather substantial rust issues (primarily beneath the rear window), the areas in question have been repaired with welding and grinding. With additional body modifications slated for the near future, I decided this was a skill I needed to learn. Years ago my Uncle Ray had offered my Dad & I his little "buzz box" welder. Not sure who/what put the kibosh on that plan, but that was 30 some-odd years ago. Now I'll be able to tackle those projects where pop-rivets or nuts & bolts just don't cut it.
Below, my new welder, although technically portable is HEAVY. It'll be even heavier once I wrangle a tank of shielding gas necessary for solid wire welding. The obvious solution is a cart, but once again everything I find that's reasonably priced is also made in China! I thought about it long and hard and decided I could do better for close to the same price as the Chineese stuff.

WELDER

WELDER CABINET
Above right, a trip through the local Habitat for Humanity store netted me an old steel secretary. Since a welder has a lot of supplies, tools etc associated with it, I felt I needed drawers to best organize everything. The plan is to fabricate a frame (with wheels) out of angle iron, add a plate to support the tank of gas, set the cabinet on the frame and the cabinet drawers will open on the same side as the welder's wire compartment. Hang some wire bracket on what will become the front (left side in this shot) and I'll be good to go.
The Doors

I last updated this saga on October 17th and I'm not altogether sure what happened to November & December. Between holiday obligations and family needs, two months evaporated into the atmosphere, never to be heard from again. This isn't to say I was bone-idle in the interim. One advantage (if you can call it that), to having my car spread out over two shops is that I can work on smaller assemblies in between sessions working on the main shell.
Since we're working our way around the car (starting with the driver's side) I am also working on the driver's side door as time allows. The hardest part, thus far, was filing down the studs that once held the chrome molding clips to the lower third of the door.
A few hours (and two blisters) later, I had all of them as smooth as possible when I ran my fingers over the surface of the door. I'm still in the process of removing as much as possible before I can lay down some primer. This includes the door seal, plastic fasteners, and all sorts of small hardware. Also scheduled for removal are the door lock cylinder and exterior handle. I'll be fabricating new external handles for a custom touch.

In my no-stone-left-un-refurbished approach, I also removed the door latch mechanism. It's quite a complicated little unit, operated by no less than 4 separate rods. The blue arrows (one for the outside handle, one for the inside handle), and the red arrows (one for the door-lock button and one for the key cylinder), should help me make sense of this later. One of each kind of rod is still connected in this shot. Tiny little clips (read fragile), secure each rod with a dimple that locks into a hole next to the rod. I think I'll be buying a gross of these at some point.
I thought it best to document this bad boy with several photos, that way when the time comes there'll be no head-scratching as to what goes where. The length and position of each will give me some clues, but better to be safe than sorry. Once I get the door prepped, then I can move forward with the changes I've got planned. This is one of the first car-related projects I plan on tackling with my new welder once I become proficient enough with it.
I must admit, it felt good to be doing some things somewhat car related (although I did have to "borrow" some time from household projects) just to keep some kind of momentum going with the restoration. It's hard when other little things rear their collective little heads demanding more time than there are hours in a day. When you get pulled in as many different directions as I seem to be it's nice to see any kind of progress.

Hinges
October 2011

Another day, another assembly to be worked. Since the objective is to get the driver's side prepped and primered, we also set about rebuilding the door hinges. This way, when we paint that side of the car we'll have prepped everything and can move forward with another part of the car.
The first step was to replace the worn bushings and pin with new replacements. In fact, you can buy a little "kit" that includes a new pin and two sets of bushings. Standard bushings for simple replacement and oversize bushings if the hinge-pin holes have become "egged out" with wear.
Thankfully, the standard replacement bushings were all that I needed.

However... There was another area of the hinge that was a real road block. To hold the door open in several positions GM came up with a spring-loaded detent arm to assist the driver (and his/her passengers) with these large heavy doors. This is a shot of the dismantled mechanism, as taken from my blue LS Monte.
At some point, the pivot pin cocked, causing the uneven wear seen here. It was only a matter of time before this assembly failed completely. The key it would seem is to lubricate this assembly annually. The blue car had been a daily driver and this is the result of both neglected maintenance combined with common usage.
Now what?

Parts-car to the rescue! Here's a shot of the white car's roller-wheel pin. Since I'd been anal-retentive enough to lubricate these at least for part of their life, they were in better condition than what came on the blue car.
Since I lost money on the failed rearend deal, a cheaper solution was needed. Hence the canibalization of the hinges on the white/parts car and the construction of a "hybrid" hinge using the best parts of both.
If you look closely, you can see that the one hinge-pin hole is "egged out" and the other one has a split bushing. This ruled out the much simpler (and quicker) hinge swap.

This is a shot of the dismantled roller wheel shaft from the Blue LS Monte. As you can see here, the whole thing can be taken completely apart. Perhaps if both hinges had bad roller wheels I'd have gone to a GM dealership to see how outrageously priced the parts were.
Of course this assumes the individual parts are available. In my experience dealerships (and the factories that support them) are notorious for selling you whole assemblies as opposed to individual parts like nuts, bolts and washers. Oh well, I'll never know since we found our own cheapskate solution.

So, how did we do it? Step one is to grind off the flared end of the pin (stamped at the factory) which keeps it from working loose. Step two is to place the hinge in your vice and grab a suitable punch with which to drive out the pin.
If you don't have a fancy punch-holding gizmo as seen here, I'd at least reccomend a pair of heavy leather gloves. I've whacked my fingers more times than I can count over the years and it's never any fun. Also not seen in this shot but most certainly present was our protective eyewear.
It only took about four of five good taps with ye olde hammer to drive the pin out of its home.

Here, we've cleaned and installed the roller-wheel pin (a little wire-wheel action and a drop or two of 3-in-one oil worked wonders here) freed up the roller-wheel; and mocked up the rest of the linkage to test it out. We did install the spring and test the assembly under load and everything worked as it should. Not seen in this shot is the bead of weld we put around the pin to hold it in place where the factory had originally flared the end of the pin.
Since this is not a numbers-matching restoration by any stretch of the imagination I'm happy with the way things turned out. In fact, I'd be willing to wager that unless you had another G-body parked alongside for comparison, you'd never know the difference and the functionality has been restored to like-new condition.
Not only that, but once this assembly is painted the same color as the rest of the car and installed where it belongs, you're never going to see it. This is what hot rodding is all about, making do with what you've got on hand whenever practical.

PIVOT PIN

ROLLER PIN
Here's our solution to the factory stamping method. Above-left: the pivot pin which holds the detent-arm isn't going anywhere. Above-right: ditto the roller-wheel pin the detent arm rides on. Fixed! One less task hanging over my head. Now I can (temporarily) re-hang the door on my white parts car.

With the first coat of primer drying on the windshield frame, I used up what paint was left in the gun on the hinges which I had prepped for paint last time. The gun was getting finicky at this point (I later figured out that I may have bumped the pressure knob) but in the end I got a good coat of primer on all the parts.
I learned a lot again in this session. Painting requires multi-tasking of the highest order. Keep the gun as upright as possible at all times so you don't clog the air vent with paint, don't bump into suspended parts and make sure you have plenty of light to see what you're doing. The mind boggles.
The first coat was easier due to the higher contrast between the paint color and the steel.

Remember what I said about not bumping into suspended parts? This is a good way to paint small parts from all angles, but you end up with a sort of stamped-steel asteroid belt that you need to navigate as you paint. I only clanged myself in the head once prior to painting.
The problem is that you're so focused on what you're doing, you don't actually forget there's other parts floating around your head... it's just that you can't look every which way at once.
It doesn't help any that you hang the damned things at "head" height to make it easier to see what you're doing.

DOOR SECTION

BODY SECTION
Here's a shot of both halves of the upper door hinge. I want to re-do where I see some "welding pimples" on one part. I know, how anal can you get, but this (in part anyway) is what primer is for, to highlight mistakes so you can fix 'em. My flash almost make these look white, but I'm using grey primer for this part of the operation. So there you have it. An extremely windy, extremely productive Saturday, with much progress made. I was actually hoping to get a bit more accomplished, but this task needed doing as much as everything else, so what the hell. No matter what I do it will drive the project forward to its eventual conclusion. Over and out.

Handle
February 2012
I last updated this saga on October 17th 2011 and I'm not altogether sure what happened to November & December. Between holiday obligations and family needs, two months evaporated into the atmosphere, never to be heard from again. This isn't to say I was bone-idle in the interim. Far from it. I spent most of January spending money, gathering parts and purchasing equipment. Here is what has taken place over the past 8 months. I wanted to wait until I had this phase completed before posting it to the world, figuring readers following this might get a little impatient for the next installment.
For quite some time now I've been wanting to add a custom touch or two to my Monte. Deciding to change the exterior door handles was the easy part. The tough part was finding the right handle that would complement the style of the car. Finally (after many trips to the boneyard) I turned to GM's past, more specifically the down-sized Grand Prix which debuted for the '69 model year. As previously mentioned, I discovered an auction on Flea-Bay (obviously by someone who'd had the same idea), for a pair of handles with the "flanges" of sheet metal from the door itself. Unfortunately his auction didn't include the original mounting brackets to mount them to the door. Another auction (will this madness ever end?) netted me another pair of handles with the necessary brackets. Oh well, now I have spares... just in case.

Along with my extravagent tool purchases, I went completely nuts and purchased a complete door off a 1969 Pontiac Grand Prix. I've bought handles, but each time a critical piece was missing. This time I've got everything I'll need... including one thing I definately DO NOT NEED!
After picking up the huge box from the local Greyhound terminal, daylight was fading, so I brought it into my shop and unpacked it. As I was inspecting it I happended to see a BLACK WIDOW! scurrying back into the recesses of the door.
By the time I grabbed the nearest can of Raid, the damned thing was out of sight. I grabbed my propane torch next, but the *&%$!# thing was out of gas! Not wanting an infestation, I set the door on the lawn, inside facing up. I squirted a copious amount of charcoal lighter fluid into the door and struck a match! KA-FLOOF! I had fun fanning the flames with periodic squirts until I felt nothing was left living inside. Does everything I do HAVE to turn into an adventure? Un-freaking-believable!

I encountered my first obstacle as soon as I placed the bracket from the Grand Prix door handle against the inside of the Monte Carlo door. Although both doors have a steel brace along the top edge of the door, the Monte's brace needed to be trimmed in order for the bracket and handle to fit properly.
This was a job for Mr. Dremel. I've found that the best way to go at this, is to apply light pressure so you don't bog down the tool, if you do, it only cuts slower, so you defeat the purpose of a high speed cutting tool.
The tricky part is just as the wheel is about to penetrate the steel. This is where the cut-off wheel has a tendency to grab and that's when you break the disk. Thankfully because of my slow and steady pace, everything worked as it should. One horizontal cut and one vertical cut and I had the necessary clearance. Yes, it's time-consuming, but little-by-little I worked my way through the hardened steel without shattering the fragile cutting disk.
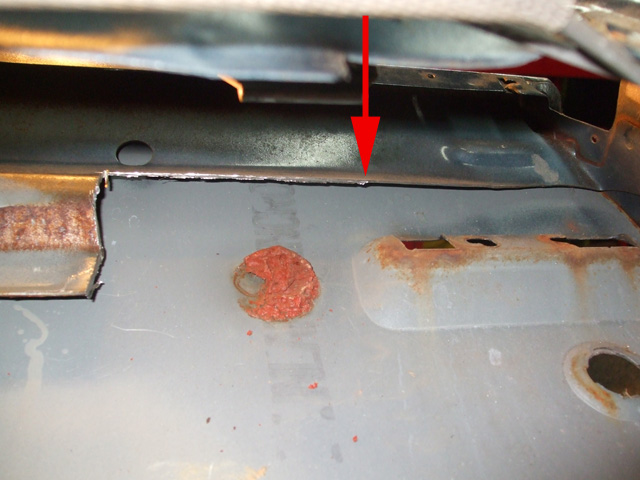
The brace already had an "L" shape in it from the factory. I simply extended it forward (from the arrow) the necessary amount and then finished with a vertical cut which closely resembles the original opening in the brace. At this point I still have to dress up the sharp edges (not out of any aesthetic need mind you, but it's a given that I'd be the first one to cut my hand on the sharp edges) but the basic shape is done.
For those who may be wondering, yes, those brown streaks beneath the original handle mounting points are indeed rust marks. I also have some surface rust on some of the other bracing (the deteriorated window seals let more water inside than the original design planned for) as well as the window tracks. I'll attend to those as time allows before calling the project complete.
The circular brown spot had been where the factory bridged the gap between the outer sheet metal and the inner reinforcement brace with some type of adhesive. I'll have to find some sort of product to duplicate the factory method, and restore the integrity of the door. It may also help eliminate rattles and the "tinny" sound the door has when it's closed.
You get a real idea of how different the profiles of the two doors are by using a simple contour gauge as seen below. Of course, we knew they were different, but this gave us a more exact look at just how different they were. We ended up very gently massaging the "flange" after it was cut out, so that it more closely matched the flatter surface of the Monte Carlo door.

1969 GRAND PRIX

1987 MONTE CARLO
It may be difficult to see, but the contour gauge in the above-right shot is actually sitting on the surface of the Monte Carlo door. Yes, they're that different. This was to confirm the difference in the curves between the doors so we would have an idea of how curved the "flanges" are.

The next step was to make a template of the GP door handle opening to determine both the distance from the back edge of the door skin and it's relationship to the lock. This would enable us to experiment with different placements so we could decide how large a piece to slice out of the GP door.
We used about 6 pieces of 2" masking tape and what was left of the door handle gasket to trace out the opening onto the tape. The nice thing is, the tape sticks whereas paper or cardboard or poster board would all have to be taped down.
This is also quite time-consuming, but this mod is the personification of the old "measure twice-cut once" rule of thumb. I think by the time all was said and done we'd measured 12 times (at least) before making our cut.

Here, we're using the template and the handle to fine tune both the placement of the handle in relationship to the lock, as well as determine just how much sheet metal we'll need to cut from the sacrificial door, to fill in the opening of the original Monte Carlo door handle recess. We wanted to get as close as possible to the rear lip of the original opening, without getting too close to the edge of the inner door skin.
The handle itself can't be mounted too far back for the same reason, interference with the inner door panel. We wanted to center the new handle vertically in the original handle recess, but found it necessary to move the handle forward for clearance. We ultimately decided to center the "thumb ridges" over the lock.

After making several measurements (not to mention pressing down on the tape to feel the original handle recess), we arrived at this. The final outside edges of the rectangular patch necessary to adequately fill the original door handle opening. These marks are what we used to measure the overall cut out of the Grand Prix door. It will be apparent in the next couple of shots how we worked this out.
The masking tape really proved to be the ideal template material for this process. It was flexible, durable for the time we used it and never lost it's adhesive even through several back-and-forth tapings between the two doors.
Yes, it's major decision time folks. Once you're satisfied that your template accurately represents the area you will be transplanting, it's time to take the plunge and move it to the donor door.

Next, we placed the template back on the GP door and trimmed the outer edges off (following our outermost line), with a utility knife, to create a rectangle. Then, I traced around the rectangle with a Sharpie to give myself a line to follow with the angle grinder. By following the line of the Sharpie, I was able to keep the cutting disk against the tape without having to cut through the tape, resulting in melted tape goo all over the place. If you click this image you can see close up, the area where I accidently went too deep with the cut off disk.
Using a two-handed grip, I guided the angle grinder over the Sharpie line, creating a beginning groove in the surface of the door. I know, all the TV shows have the guy (or gal) plunge straight through and then make their cut all at once. Two downsides to this approach. First, you over-heat the metal by grinding through the 18 gauge steel all at once, second, you tear up your cut off disk. It took me 3 passes to cut through the steel and my disk wear was minimal and the paint on the steel didn't blister. Just some food for thought, unless of course you've got a sponsor delivering truck-loads of supplies to your garage on a daily basis!

Here's the freshly cut flange, sitting on the Monte door, our masking tape template still attached. The rounded corners as seen here are far more drastic than what we eventually ended up with. Just an example of how the whole process evolves and changes as you move forward with your modifications.
I began fine tuning the patch by first cutting the corners off at a diagonal with the tin snips. The rounded corners of the patch (and even the long top edge), would be shaped on the bench grinder.
The purpose behind the rounded corners is to help to control the heat of the weld so the steel doesn't pull too much in any one direction. Once we start welding in the patch, everything will be about heat control so as not to stretch, shrink or otherwise deform the steel. This should keep the filler to a minimum once we get to that point.

With the intricacies of the template behind us, here's what we're left with. With all four corners of the patch diagonally cut off, the patch is placed in position. This was the first mock-up. We actually ended up trimming the back edge of the patch quite a bit in conjunction with centering the thumb area above the door lock. This is just one step (of the many we went through) of fitting the patch to the Monte Carlo door.
By deliberately cutting this patch significantly larger than what we would eventually end up using, we had a large enough patch to shift around and determine the best placement.

With the flange of the GP door trimmed as close as possible (yet still have it large enough to do the job), it was time to mark the Monte Carlo door for the initial cut. This is a significant milestone that all the trim-a-little test-the-placement fitments were leading up to. We checked our measurements (from the upper edge of the door handle opening in the GP patch to the top ridge of the door) one last time and scribed a mark in the Monte Carlo door.
Early on, I'd toyed with the idea of using a large enough piece of the GP door to incorporate the GP lock cylinder location. The GP door has the lock cylinder placed significantly lower than the one on the Monte Carlo door. I quickly decided to retain the Monte Carlo lock cylinder location. I think it gives it a "tighter" look, similar to other cars I'd looked at during the planning phase. These are some of the considerations you run into when developing a custom look.
With the mark scribed into the surface of the door it's "go time!" Let's grab those metal cutting tools and have some fun.

Due to the close tolerances between the inner and outer door skins (as I learned previously while removing the flange area from the GP donor door), we elected to make our initial cut with a cut-off disk in our die grinder. During this phase of the operation, great care was taken to stay well inside the scribed line on the Monte door.
The only unforeseen problem was actually the thickness of the paint on the Monte Carlo door. It was so thick in fact, that as the heat from the various tools got into the steel, the paint began to curl up... taking our scribe marks with it. Once we were close enough, we ground the paint off and made the rest of our adjustments using the trial & error method of test-fitting the flange to the door.

With our initial "plunge cut" in place, we switched to a small air saw (sometimes called a body saw) to make the lengthwise and curved cuts. Great care was taken to make absolutely certain to stay inside the scribed line and the air saw gave us the control to make this easy. This way we could "sneak up" on the actual line a little at a time by using 80 grit sanding disks in our die grinder.
This was my first time using an air saw like this. Previously, I'd always turned to my (big, clunky, electric) saber saw (or Dremel with a cut off disk in confined spaces), when making intricate cuts in various metals. This tool is so much more compact, maneuverable and fast as to relegate my old methods to the scrap heap. Just proof positive that you can never have too many metal working tools in your roll-away.

Once we had the area clear of the original mounting points for the stock handle we were able to fine tune the opening to match the flange/patch. The secret here is to not take off too much steel at once. To that end, we used an 80 grit disk to work the steel, slowly but surely sneaking up on our scribe marks. This is the part of the project that is really time-intensive.
Small adjustments would be made to the patch at the bench grinder. Then another tweak would be made to the door using the talents of Mr. Dremel. Sand a little... grind a little... test fit the part. Repeat for hours on end until success is achieved... or your brain turns to goo and runs out your ears. Oh the humanity!
Just kidding... it's not really that bad. Just a bit of hyperbole to drive home the fact that the more time you take, the more patience you bring to the table, the better the final result will be. If you don't do this for a living, you have to go slowly. Then the effort will all be worth it.

Here's a shot taken at about the mid-point of the whole affair. Yes, we labeled the top and front edges to avoid any confusion. At this point, the top is fitting pretty good, as are the front corners. The hardest part was trimming the edge closest to the door opening due to the tight tolerances.
When we got to the point where we couldn't trim any more off the door, we'd switch off and trim a little more off the patch itself. That's what we're in the process of doing here. Trimming and testing... testing and trimming. Each step bringing us a little bit closer to the final fit.

Sometimes, the limitations of using the bench grinder vs. the Dremel would dictate which tool would work the best. What we were trying to achieve was the smallest possible gap between the two pieces of metal. This feeds back into the central idea of welding being a matter of heat control. The smaller the gap, the smaller wire we can use in the Mig welder. Smaller wire means less heat and less heat means less warpage of the thin steel.
The idea is to create the smallest "heat affected zone" to control the expansion and contraction of the metal. Then you also have to factor in how much grinding you'll be doing, since that also generates considerable heat. The idea behind the rounded corners, is to help control the heat better than 90* corners. Once we start welding in the patch, heat control will become paramount, so as not to stretch or warp the steel.
You may notice that the rounded corners as seen here, are far less drastic than what we originally considered on our template. That's just the fluid nature of making modifications like this, and it's the method we found to work for us.
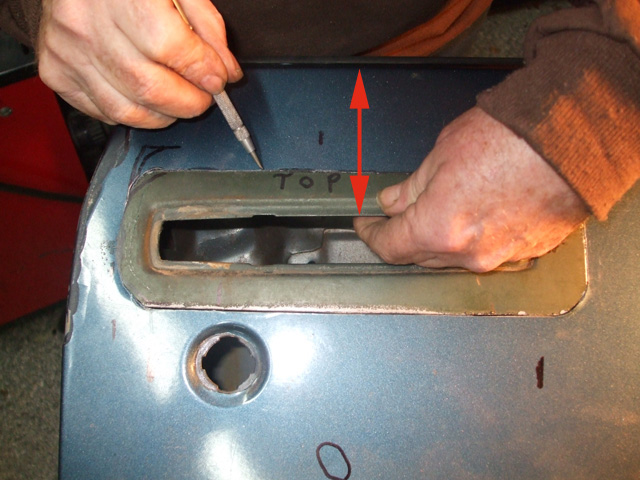
Here, we're re-scribing the door so we can adjust the door handle opening. We alternated back and forth between modifying the door and modifying the patch so we would end up with a level opening using the top character line of the door as our reference. This was critical in making certain that the door handle is level front to back. We took our measurements using the distance from the upper edge of the GP door handle opening to the factory body line.
We ended up settling on a measurement of 3 3/10s of an inch. Eventually we got the measurements dialed in so they were even front-to-back so the final result will be virtually undetectable when all is said and done.

After 10 hours of work, this is where we ended up. What can I say... this only serves to confirm that I made the right decision in selecting these handles. This is going to be a slick and subtle mod that not many unfamiliar with this make and model will ever notice. For those that do... well that's the big payoff for all this work now isn't it?
Of course, this is only one aspect of this custom touch. I still have to reverse-engineer the '69 "paddle latch" so that it will work in harmony with the '80's vintage door latch. The nice thing is that I've still kept the car all GM. This means that I can still get factory parts, assuming of course that the after market doesn't have a better quality or price on what I need.
The latch is the big unknown at this point. I haven't looked closely enough at it to determine if I'll have to modify all subsequent latches (assuming this one gets damaged or plain old wears out) or can just replace the high-wear points. Time will tell on that aspect I'm sure, but I plan on keeping everything as well lubricated as possible to extend the life span of the parts. Once again, it felt good to be working on the Monte. Even though I'm not working directly on the body shell (have to get those darned winter tarps up one of these days), doing anything car related helps to keep some kind of momentum going with the restoration. It's finishing all the little pieces that will one day result in a completed project. More to come.

2/11/12 - Welding
There is a good deal of trial & error (although the chart on the inside of the welder door gets you started), in setting up the welder properly. Even set up with the proper heat and speed settings (not to mention the proper gauge wire) you still have to be careful to not weld in any one spot too long, overheating the steel. That leads to... well... other issues. The whole idea behind this journal is to help others attempting similar projects.

My father-in-law, as well as other sources I've checked on the internet all preach the same sermon. That is: use some scrap steel of the same gauge as your project to dial in the heat and speed of your wire. Granted, the chart inside the door of most MIG welders will get you in the ball park, you may need to experiment a bit to get the settings just right.
There are several different approaches, the general consensus being you need .023 wire (non flux core) and go from there. The biggest hurdle is to move around on the area being welded to control the heat you're putting into the steel.
Since we'll be using tack welds for this procedure (as opposed to a solid bead), it did not take long to get to the proper settings. Here, I'm just getting in some practice filling in the gap on the two scraps I'm working with. This shot was taken after I'd ground down the welds to check my progress. I need a lot more practice.

Annnnnd here's where we outsmarted ourselves. Since I'm a complete noob at this, I followed along as my mentor suggested the smallest gap possible as being the best method of incorporating the new steel into the door of the Monte. I think Murphy must've been hiding in the corner or something.
Yep... despite our best efforts at welding in the flange piece without over heating the steel, we nonetheless ended up with heat issues. The result of the heat was shrinkage of the steel. This resulted in a low spot below the door-handle area which was quite large. DRAT! The only cure is to re-expand the dent from beneath, but we need space to allow for the expansion, hence the relief cuts seen here.
With the relief cuts in place, the steel was worked from inside with a dolly to regain the original contour of the door skin. Then, it becomes a matter on welding the steel again, this time with a big enough gap so the wire can fill it and not over-shrink it. Oh, and let's not forget... give the spot welds time to cool before placing another adjacent weld! As you can probably tell by now, this is hardly an exact science.

At this point, the door has been welded, had releif cuts made, had the door skin massaged back to its original contour and then the relief cuts have begun being welded shut. Whew! While I was laid low with a stomach virus, my father-in-law pressed on and welded the rest of the relief cuts shut. Shining a light behind the welded area (from inside the door) turned up several pin holes that had to be welded shut too.
With all the welding issues sorted out, it's time to finish things off with a skim coat of body filler. But before we can do that, we have to sort out exactly how we are going to configure the door handle to work the latch. As we're conducting our tests, we're inevitably flexing the skin of the door. We don't want to do that with filler in place for obvious reasons. Once we get the mechanical end of things sorted out and working smoothly, we'll return to the outside of the door and finish things off properly. Another hourly combination. Even though this was welded up in my absence, it still needs to be included in the overall scheme of things. This will help give you some idea of all the time (not to mention labor) involved in such a modification. If you had a pro do this... well let's just say your wallet better be pretty thick.

Latch Mods
2/18/12
The unique "blade" style that originally attracted me to these handles also came with a unique challenge. How to mate up the vintage parts with the OEM door latch of the Monte? Clearly, the only solution is to create a hybrid... that is, a merging of the 1969-72 vintage assembly with the 1987 latch mechanism!

The factory Grand Prix set up utilized a paddle/pivot arrangement, which converted the in-out motion of the handle (red arrow), to an upward-release motion (blue arrow), for the latch. Naturally enough, the Monte handle uses a much simplar rod assembly to facilitate a downward release motion for the latch. So... the puzzle is... just how do I convert the upward release movement to a downward release movement, necessary to operate the 1987 vintage door latch with the 1969-72 vintage door handle?
This is just par for the course when you are creating a custom touch for your car. Believe me, a project like this will give you a whole new respect for the masters of custom cars like George Barris or Dean Jeffries who created unique rides back in the 1960's. If you don't know who these guys are, you may want to Google them, they were the masters whose automotive works of art I drooled over growing up.
Yeah, I still think this is going to be a real cool feature of my refurbished ride, only now I realize the substantial amount of time and energy required to pull it off. This is probably why you'd have severe sticker shock if you had this sort of work done at a professional shop.

To better facilitate this unholy alliance, some unique solutions were clearly called for. After studying the mechanisms for several minutes, the decision was made to cut up the GP latch, taking what we needed to mate up the 1969-72 exterior door handle with the '87 door latch. We flipped the latch around and made our cuts.
As we were doing our "trial-fit" it was decided that swapping sides... (that is, use the passenger side paddle assembly on the driver's side door and vice-versa), would make our lives a whole lot easier. Of course, this meant lurking on Flea-Bay until a likely specimen appeared. Yep, once more into the breach dear friends.

After scouring Flea-Bay for days, I finally won an auction for 3 driver's side F-Body latches (as close to a matching design as I could find), for the price other sellers wanted for a single latch. These parts are actually from a '70-'80 vintage F-Body driver's side latch.
The primary difference (other than a very noticeable reduction in the gauge of the steel used), was the paddle, which is concave vs. the flat 1969-72 GP style mechanism. Similar latches for '69 vintage F-Bodies were much more expensive and this is a budget buildup... thus the difference.
Okay. The next step was a test fit to see just where things were lining up. At the onset, I thought we'd just weld the vintage piece to the stock Monte latch. Uhhh... NO. After positioning our newly trimmed paddle/pivot assembly where the door handle would operate it effectively, we were left with roughly a 2 inch gap that we would need to bridge in order to make this work.
So it was off to "ye olde scrap pile" to find something suitable with which to bridge the gap between the '70-'80 vintage F-Body driver's side paddle/pivot and the stock '87 Monte Carlo latch mechanism. (Try saying that 3 times in a row!)
We scrounged up some 1/8th stock and whipped out the air saw to make short work of trimming off what we didn't need. We then took all three pieces, held them inside the door where they would need to be mounted and marked the latch with a Sharpie.
Since the original GP linkage (including the later F-Body linkage seen here), pulled up to release the latch (and we need a "push down" movement), the decision was made to remove the extraneous material. Here's the Reader's Digest Condensed version:

NOT NEEDED

TRIMMING

FINISHED
Yeah, kind of seems like a lot of work for little result, but there's no way we could've doped out what needed to be done without a complete vintage door lock assembly to study and then modify as needed. Now that we had all the parts we needed, it was time to piece everything together.

With everything marked and clamped in position, it was time to break out the welder. Once we had the wire speed and heat settings dialed in, my Father-In-Law made a couple of tacks so we could double check the positioning of all three pieces. When everything looked good, I got to lay down a bead myself, as seen here.
So some of you may be wondering, hey... what about the paddle/pivot assembly out of the initial GP door, sitting on the bench all trimmed and ready? Well, when the time comes to modify the driver's side door, then the vintage GP assembly will come into play. Hopefully that side will be easier, since we've already doped out what needs to be done and how.

With the paddle/pivot issue sorted out, it was time to fasten that assemblage of parts to the Monte Carlo latch. The area in which we wanted to fasten our steel plate had a stamped-in reinforcing rib that made the steel plate wobble. A little sanding with the 80 grit sanding disk and the wobble was history.
Then, as we were checking the clearances, we noticed that the lock lever was hitting the steel plate. We whipped out the Sharpie, made a few marks and after a few minutes work on the bench grinder, we had that clearance issue solved. Then we made a couple of tack welds and installed everything back in the door (for the umpteenth time no less), to check the fit one more time.
As it turned out, our "slight" bend in the steel plate wasn't slight enough. This necessitated Dremeling the pieces apart, hammering the bend in the steel flatter than it had been, sanding the remaining tack weld off, re-aligning the parts once more and tack welding them together once again. Whew!
Below is another test fit (one of many) to check the operation of the linkage. The red arrows represent the span we will have to bridge (with the release-rod that operates the latch), between the paddle pivot and the door latch arm.
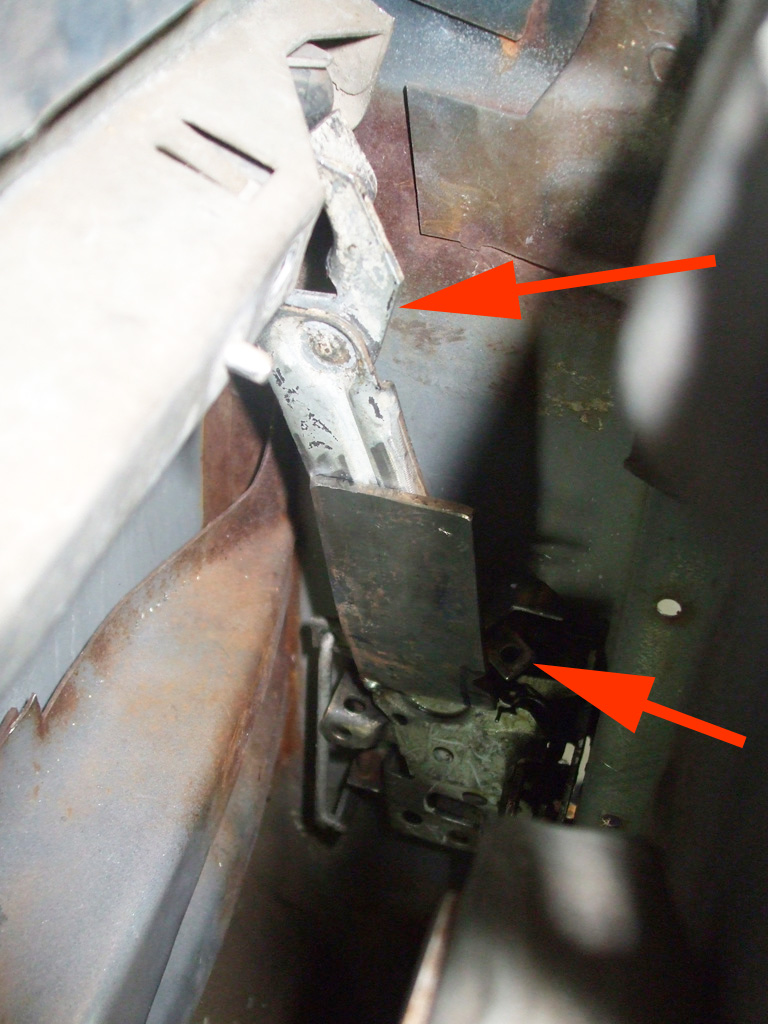
CLOSED POSITION

OPEN POSITION
If I seem to be reiterating the number of test fitments required, it's simply to inform those who may want to attempt something similar. You will need patience and quite a bit of time, for this modification epitomizes the trial & error method.

With our modified assembly more or less sorted out, it was time to modify the release-rod linkage. This turned out to be duck soup, since all that was needed was to drill a new hole for the GP release-rod. At least, that's what we thought at first.

With the modified latch assembly sitting on the vice, it quickly became apparent that the release-rod was too long. We cut it in half and temporarily wire-tied both sections together so we could fit it to the modified assembly. A couple of test fits and a couple of bends and we had it fitting pretty good. That is until we mounted the latch in the door and tried out our newly fabricated mechanism.
It quickly became apparent that wire ties would not be the best method to use for this. We fired up the welder and tacked both sections of the release rod together in the position we wanted and tested it out. First, the steel plate bent towards the front of the door and the second try broke the tack weld on the rods. Oh well, back to the old drawing board I guess.
One thing that became painfully obvious was that we will need to stabilize the latch mechanism with a brace to hold it parallel to the panel the latch fastens to. The original assembly had something similar, so we will need to mimic the factory set up to make this a reliable assembly.

Unfortunately, simply drilling a hole in the existing arm did not provide enough travel to move the latch release lever far enough. This necessitated welding a small tab onto the arm and drilling a new hole and testing the unit once again. That modification, exposed another part that had interference issues.

Now, we had plenty of travel, but the tip of the release-rod (which extends past the z-bend) was hitting the latch. So, we clamped it in the vice, grabbed our trusty Dremel and whacked off another inch or two. A few more test fits followed by a couple of bends and we had it fitting pretty good once again. Then it was back over to the door to re-mount the latch (our battery operated screwdriver really earned its keep here), to try it again.
This is where we noticed that (due to the length of our modified door latch, unless we kept it really well lubricated), the movement of the handle against the paddle tended to bend the steel, rather than trigger the release arm. Much progress was made, although (as previously mentioned), the whole trial & error thing is time consuming. Anyway, we were both bushed after a full day of fabrication which will hopefully be all that's required. Famous last words. Once again we combined our work hours.

2/25/12 - Back to the old drawing board!
When we last left our intrepid fabricators, they'd managed to create a state of the art custom latch mechanism cobble together an odd assortment of parts to make the 1980's vintage latch work flawlessly with the vintage GP door handle. Sort of. Unfortunately (upon further deliberation), our design had a couple of serious flaws.

It was unanimous. We simply needed a stronger method of bridging the gap between the latch and the paddle/pivot arm or PPA. Sounds great, no problem, except for one teensy little thing... before we can implement all those great new ideas we've got swirling through our heads, we've got to take it apart again! Oh no!
Naturally, this was a job for Mr. Dremel... so let the sparks fly! As seen here, the two "bridge welds" we'd used in our attempt to stiffen the assembly were the first to be removed. In hindsight, it was under-built and wanted to bend rather than release the latch. At some point in the near future, I'll have to dig up the window for this door so we can pop it in and double check our clearances.
Yeah, it blows to have to undo all our previous work, but do you want years of use out of this, or constantly worry each use might be your last? Me, when I pull that handle its GO TIME baby!

Our original plan had been to use the driver's side PPA on the passenger side and vice-versa to more easily facilitate the downward motion required. We later discovered a few problems with this approach, the worst of which was our fear that we had intruded into the space needed for the window glass to raise and lower!
After reviewing our initial approach, we decided that re-uniting the original passenger side PPA with it's matching door handle might be the best way to go after all. The more we studied this approach, the better we liked how many problems it would solve in a single stroke.
We also decided to emulate the reinforced OEM design (check out the extruded lengthwise rib and 2 perpendicular stamped ridges running lengthwise) by making use of 1" square stock with one side removed. The side of the square stock we remove will be replaced with 1969-'72 vintage PPA.

This steel is visibly thicker and (if the way it wears down blades is any indication), comprised of much harder steel than the '70-'80 vintage F-Body latches we'd tried previously. Evidently, when the Grand Prix switched to my Monte style door handles in '73 (yeah, they've been around that long and used on darned near everything) GM decided to save a few bucks with a cheaper latch mechanism too.
At any rate, our new approach will tuck the PPA right up against the steel panel that the latch mounts to. That, in turn, will allow us to weld a nut to what will be the inside of our new arm after drilling a matching hole through it. The nut on the paddle/pivot arm, will enable us to thread a bolt into it through the panel of steel the latch mounts to. This will give us some much needed strength and rigidity ending our flexing issues.
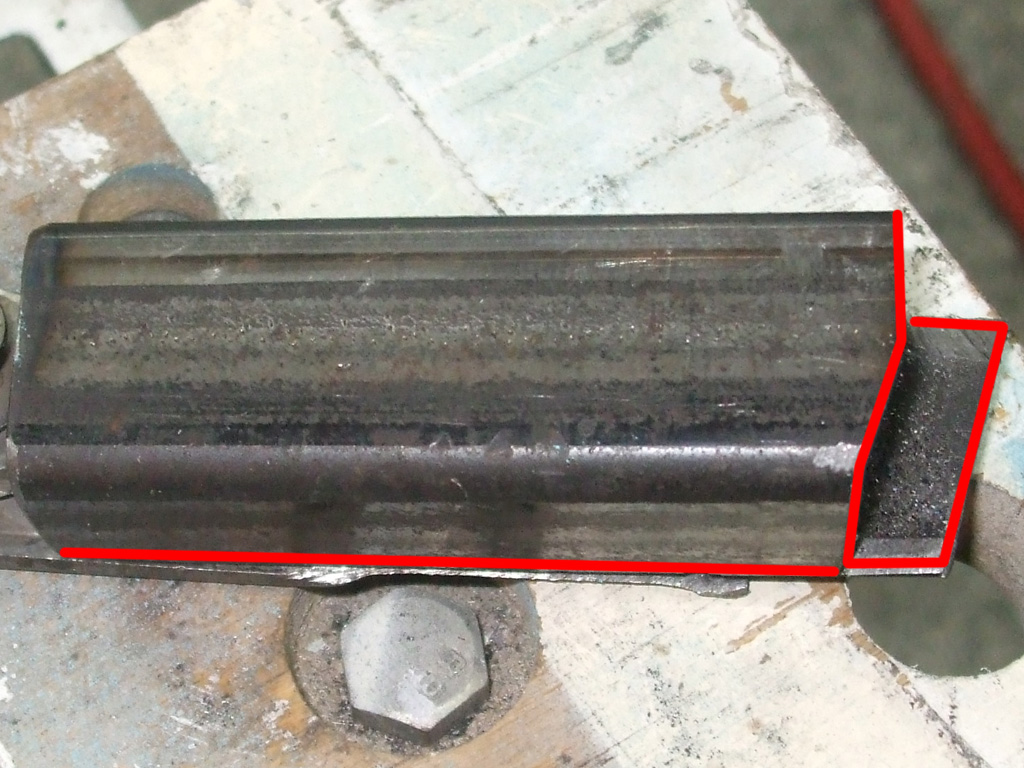
Here (ready to be welded together), is our new significantly "beefier" approach to mating up the passenger side PPA with the matching handle which will operate the Monte's original latch. Whew! The red lines indicate where the welds will be made, not including two additional opposing edges not seen from this angle.
With such an unwieldily vertical assembly, it will be good to know its bolted down securely. Of course this is the hard part, the testing out of different approaches to come up with the one winning idea that just plain works. Another day, another bracket. If you've never done this before, you have no concept of the time commitment involved, hence my ET counter. Much of it consumed by staring and thinking about different approaches to a solution. I really think we've got a winner here, that will do everything we require of it as well as being sturdy enough to hold up for the long haul.

March 2012

After doing the impossible (actually tack welding the square stock remnant to the door latch from inside the door) we temporarily mounted the paddle-pivot arm using the high tech method illustrated here. Yep, when all else fails it's time to break out the black electrical tape. Laugh if you want, but this gave us the necessary wiggle room to make adjustments as needed.
This is an early test fit as evidenced by the two tack weld remnants on the face of the latch. If you look at the circular depression, you'll see them at roughly the 3 & 9 o'clock positions. Once we get the design locked down the plan is to grind these smooth again, to make our initial test fit a little less obvious. Yeah, I know, nobody's going to see the darned thing, but that's just the way I roll.
While we were at it, we also drilled a pilot hole in the door jamb (and into the pivot arm) for the fourth support screw we've decided to use for additional stiffness. We later enlarged the hole in the pivot arm to the proper size for the tap we had selected. We then enlarged the hole in the door jamb itself one size larger than that, leaving room for the threads, for that all important OEM fit & finish.

After rummaging around for awhile in our organizers, we came up with this. A nice, fine thread screw with a nice "automotive" looking screw head. Once everything is installed and painted this will blend right in with all the other phillips head screws that were used as standard hardware on the door of the Monte.
A little drilling action followed by the appropriate tap and we were pretty much good to go. Our initial idea of welding a nut to the inside of the pivot arm was rendered moot by the thickness of the piece. Talk about your no-brainer!

With everything dialed in the way we wanted it, we clamped it in the vice and fired up the welder again. Nothing says progress quite like the sizzle and sparks of the old welding torch. This was one of the reasons I purchased a used welder... you really need one for this level of fabrication.

Now we're talking commitment. Just a few tack welds to hold the parts in relative alignment while we hit it with compressed air to cool it off. Once we could handle it again it was time for... yes another test fit. You know, you can never have too many test fits with custom fabrication like this.
When we finally get our design down, we'll probably take a few measurements and lots of pictures to help us out with the next one. That's right... there's still another door waiting in the wings for the same treatment. Then again, the first one's always a bear, you're trying to dope out the whole arrangement of linkages and levers allowing for the proper leverage etc. The second one should (notice I said should) go a bit quicker.
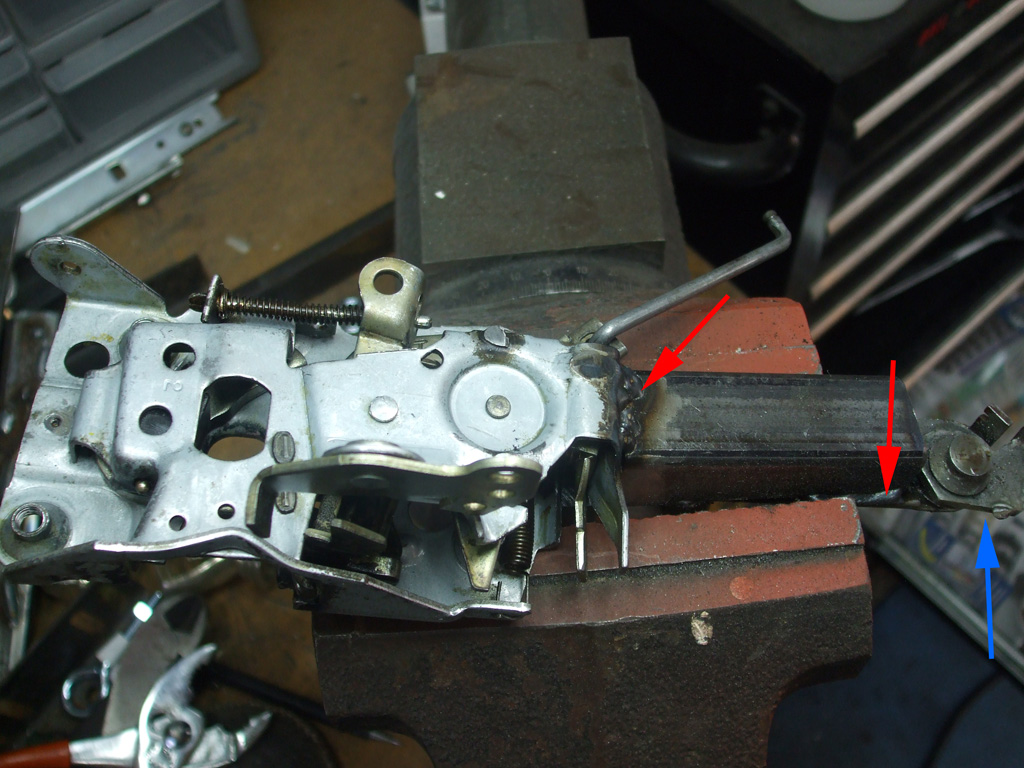
Okay, time for another progress shot. The red arrows illustrate where our first two new welds were made. The blue arrow illustrates where our first L bracket was tack welded (and later removed) due to linkage rod interferance.
You might notice that the latch itself looks rather shiny in this shot. That is not just a trick of light or the flash from my camera. That's actually the result of being soaked overnight in a small plastic bucket of clear kerosene. This was done for other that cosmetic reasons... the latch was stiff and bound up with ancient grease, dirt and paint. It's amazing what a little work with an acid brush and kerosene was able to accomplish.
I was really surprised how just cleaning up the door latch made a world of difference. The mechanism works much more smoothly now with all the little pivot arms freed up. A couple of well-placed dabs of lube and it'll be ready for another 30 years or so of service.
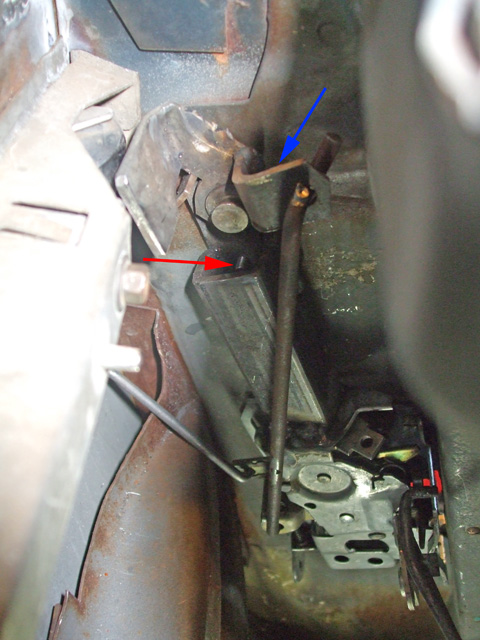
Here's our new assembly (undergoing another of many test-fits), screwed to the door-jamb utilizing the 3 stock screws and our new vertical brace screw. The last thing I want to have happen is to have this assembly fail, which (if Murphy is to be believed), will undoubtedly happen at the worst possible time. Our goal is to make this bad boy as sturdy as possible.
Due to the length of the actuating rod, we beefed that up too, increasing the diameter from 5/32nds to 7/32nds of an inch. The red arrow illustrates the new fourth screw we felt necessary to secure the new vertical brace we fabricated. The original factory steel was thick enough for us to tap threads in, saving us the hassle of welding a nut (our original idea) to the inside of the paddle pivot arm. This makes for a more professional looking install.
The blue arrow illustrates the new 90* angle of 1/8 steel we welded to the opposite side of the original GP Paddle Pivot. By doing this, we effectively changed the linkage to push down, whereas the original unit pulled upwards to release the latch. One downside to this approach is that we eliminated the return spring that was previously wound around the pivot shaft, which helped keep the paddle at a given distance from the door handle, as well as (probably) preventing any rattling issues. Time will tell how significant a loss this is, although the paddle does remain close to the handle without touching it which we hope negates the loss of the spring.

Here's another shot of the same assembly taken from a different angle to better illustrate the various rods and linkages, as well as the "paddle" which the door handle operates. The blue arrow shows the new support screw we added during the modification of the door latch.
One real benefit of our new approach, is that it places the PPA right up against the steel panel that the latch mounts to. That, in turn, allowed us to run a machine-thread tap through a hole we drilled in the inside of our new arm. Along with the three standard latch screws, this new attachment point will definitely give us some much needed strength and rigidity, neatly laying our flexing issues to rest.
A second, perhaps more significant development is the hope that this more compact arrangement will clear the window glass, which is a real concern at this point in the fabrication process. Another day, another five hours shot to hell. We're racking up hours like we're playing a pinball machine. Granted, much of what we've done here was part of the learning process, since we don't have a CAD program (much less the time to learn how to fly it) to test our design before welding things up. Our process is much simpler, we try things out, then tweak them as necessary to get the desired results. This is old-school fabrication baby! Stay tuned.

Garage Engineering
Below is our first attempt at bracing the door handle. Without bracing, operating the door handle causes the outer door skin to flex. We can't move forward with the project until we eliminated this flexing. If we don't, the fiberglass we use to finish the surface will crack and delaminate. This is what we're trying to prevent by bracing the door handle from the inside.

FROM ABOVE

FROM BELOW
This attempt still allowed the door skin to flex, even though we had 2 braces tying the center door beam to the top ridge of the door! We used masking tape along the top of the door to protect the window glass as we installed the window to check for clearance. We also used a towel to simulate the thickness of the door trim and window sweep which were temporarily mislaid. The good news was, we have plenty of room to clear the bracing. The bad news is the bracing still allows the door skin to flex too much.

Since there was no way to use our twin brace system, we scrapped that idea and came up with a new one. Part of our problem stems from the metal we removed from the factory upper brace that runs along the top of the door. We had to trim it to allow room for the new door handle, but in removing that much steel we introduced flex into the sheet metal. We can't have that.
Another great air-tool is the 3 inch cut off wheel. Here I'm using it to cut the bed frame (good source of hardened steel) that we'll be using to reinforce the inside of the door panel. The idea this time is to create an T shaped brace that will run along the top edge of the door like the factory brace did, with a notch cut out for door handle clearance.
But, first things first... step one is to create the horizontal reinforcement section, that will take the place of the factory steel we removed.

With the new angle iron bed rail bracket notched for clearance and drilled for the door handle mounting bolts, we tested the handle again. No good. We were still having flexing issues despite the stronger and thicker steel we were using. This meant that we had to tie our new bracket into another part of the door to reinforce the new bracket. We drilled a hole and attached a short angle bracket to mate up to it (red arrow).
Another test. Still not getting the stiffness we need. Part of the problem is the way the new handle pivots. The stock handle pivoted on the horizontal plane, opening upwards, this handle pivots on the vertical plane, opening outwards front to back. This makes the outer door skin want to flex along the length of the door as opposed to the height of the door.
Well, at least there's some comfort in knowing that each step we take puts back a little more stiffness. Now we just have to find a way to install enough stiffness!
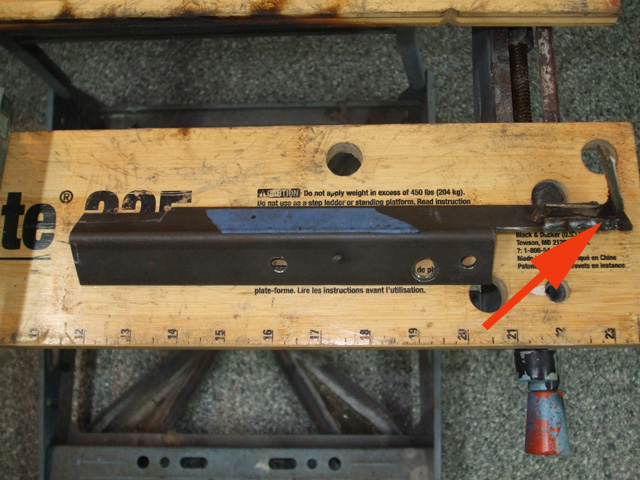
Here's a shot of our new design, let's call this... design 2.0. At this point we've got the holes drilled for the bolts that mount the handle as well as the locating pin. Our holes weren't as exact as they could have been, but that's garage engineering for you. We really thought that by replicating the factory design we would put back the stiffness we'd cut out. Unfortunately, we still had flexing issues to solve.
Another test. It was finally decided that there was no other way. We had to bridge the dead space between the upper rail reinforcement and the center door guard beam. Tying these two structures together would be our best bet to restore stiffness to the door panel. This means another trip to the old scrap metal pile for another piece of angle iron.
Another day, five more hours down the tubes. At the end of the day, it sure doesn't seem as though we accomplished very much. Granted, much of what we've done here was part of the "try this approach... nope that didn't pan out, let's try this instead" process. At this point we're convinced that the way to regain the necessary stiffness in the door skin is to tie the upper and middle door braces together. Ya gotta love hot-rodding! Stay tuned.

April 2012

Got to give a hat tip to my father-in-law for being able to do the stunt-welding on this project. At this point we'd fabricated our new vertical cross brace, but needed to get it tacked into the proper position. Reaching into the guts of the door with a welding torch isn't the easiest fabrication technique.
Once we got this new cross brace tacked into position it was time to remove the door handle bolts and screw (for the umpteenth time) so we could lay down a permanent bead where the two pieces meet. Once we let everything cool off sufficiently we re-mounted everything again to test our new design. This time we finally met with success, with the whole assembly being quite secure.
Not only do we have the stiffness we need, but we've also got plenty of clearance for the door glass. Now we're getting somewhere! Forward momentum FTW!

We're going to call this one "design 2.1" as a means of keeping track of all the variants we created. In the close up shot, you'll notice that it looks as though our chalk marks are way off. In fact though, we knew we'd only be making a sliver of a notch. The chalk only serves as an outline of the overall length and depth of the cut we were making. That's just our method. I imagine each guy or gal will use whatever method works for them.
One thing is for certain. This time our door handle isn't going to budge. Not one inch. We've got this thing about as stiff as you can get without fabricating a whole plate of steel to put inside or something. We may decide to run a screw into the side guard beam for extra security, but even without it, our test shows that now, we've got a nice, solid mount for the door handle.

Allow me to present to you... door bracket 2.2 the final version! How does this differ from bracket 2.1? Funny you should ask. Bracket 2.1 was supposed to have been tapped with the appropriate threads for the screw we're using. Unfortunately I uh... that is to say that the drill (yeah that's it, the drill), went astray and I ended up with the wrong angle threads tapped into the angle iron. This meant the screw head would not sit flush to the edge of the door jamb as planned. Crap!
We couldn't re-bend the steel to the proper angle, although we did try. We didn't have the proper heli-coil which might have been another out for us. There was no way we were cutting the thing apart and re-welding it again. Ah, but necessity is the Mother of invention. This meant we decided to weld a nut to the back of the bracket at the proper angle.
It worked! It may not be pretty, it may not be PRO-Fessional, but it solved the problem! Besides, this thing is going to live inside the door where you'll never lay eyes on it. Function over form and all that jazz. I call it done!
Two last shots to close out this episode with. When you add up all the hours we spent on this one modification, you begin to understand why custom shops charge so much. When you describe what you're doing in words, it really doesn't sound all that hard, which in turn means it shouldn't take too much time. Until you actually tackle a project like this yourself, you really can't grasp the scope of what modifications truly entail. Ok, okay, that's enough of my philosophical musings!

ON THE BENCH

AS INSTALLED
This is also why when some clod opens his door and dings yours, your first instinct might be to hit him over the head with an iron pipe! On one hand this won't be a trailer queen, yet on the other hand I'd like to be able to park it without worrying. Oh well, that day is far in the future at this point. One thing not seen here are the "mirror" images of each bracket we created for the driver's side door while we were hip-deep in this one. Only time will tell if we've gotten too far ahead of ourselves or actually saved ourselves a bunch of time. Not sure why 5 hours seems to be the norm lately, it just seems to turn out that way. Part of it due no doubt to the fact that when you get tired, you make mistakes, at least I do. I've discovered I make out alot better knocking off when I get tired than pushing myself to do one more thing and make a mistake. Ya gotta love hot-rodding! Stay tuned.

Paint Prep
April 2012

With the door bracket problem solved to our satisfaction, it was time to move forward with surface preparation for the epoxy primer. After all the bracket fabrication this is indeed a momentous occasion. Since the door was sitting on the stand with the inside facing up, we decided to attack the ancient seam sealer flaking off the seam between the inner and outer door panels.
A stiff wire wheel chucked into the angle grinder air tool proved to be the best choice for this session. We tried various approaches and tools, yet the wire wheel took the paint and seam sealer off quickly and effectively. Also seen in this shot, the stud hole for the chrome trim which we will need to fill.

Even though this was a rust free "lightly rusted" southern car, there's still enough rust to keep us busy. Keep in mind that this is after I went over everything with the wire wheel. This was primarily due to the failure of the ancient seam sealer which got brittle over time and allowed water to penetrate to the metal. Our plan at this point is to treat this with the rust-converting acid before priming.
Also seen in this shot are some of the other products brought to bear on the metal. A maroon 3M Scotchbrite scuff-pad, a thicker 3M foam sanding pad & a folded over piece of 120 grit. I need to pick up some of the thinner foam sanding pads for the nooks and crannies on the door.

You never know what you'll find when you decide to go down to "bare metal" on a project like this. But when you can flick off large chunks of seam sealer with your fingernail... you've got some issues buddy. Not only did the failed seam sealer let water in so rust could start, it trapped water in so the rust could thrive. Not good.
At least I discovered this before it got any worse. Once you see rust on the outside of a panel (particularly the infamous "rust bubble" you've got BIG TROUBLE since it probably started behind the panel. Surface rust (like any other form of cancer really), is more easily dealt with the earlier you discover the issue.
My time sure does fly when you're having fun. You wouldn't think you could just kill this many hours grinding, sanding and wire-wheeling but there you go. Not only that, but there are just so many hours one can spend, hunched over a door sitting on a shop stand, using all manner of air tools to remove seam sealer and paint. The 80 grit rolock pads generate way too much heat and tend to melt the paint. Wire wheel FTW! Stay tuned.

May 2012 Welding Up Holes
Two shots to blast this episode off with. Since I'm using a totally rust free Southern much cleaner than what I had "Luxury Sport" (LS) door, I've had to modify both, following removal of the 3 inch wide swath of chrome trim which previously adorned each door. Lots of folks de-chrome a performance car. Until you actually tackle that seemingly simple procedure for yourself, you have little concept of the ramifications of your actions. Like, just what the heck to do with the gaping holes left behind!

STARTING POINT

FULLY PREPPED
Although there were studs along the door that held plastic trim clips, GM (in its infinite wisdom) actually bolted down each end of the chrome accent strip. This left me with a nice little hole on either end of my door. Before we can prime the door (let alone paint it), we've got to fill the holes. Before we can weld them shut, the area needs to be a clean as possible. Step 1, above right.

There are several approaches to this. You could, I suppose, just gob on the wire and weld the holes shut that way, but wire's expensive and there's the issue of heat to contend with.
Of course there's always the "Bondo" approach. Ding the metal in a bit with a hammer, lay some screening or steel wool over the hole and slather the whole thing over with the pretty pink putty. Not that I have ever taken such an approach... nope not me... uh, let's see... where was I?
Oh yeah, so here I am, with 2 layers of sheet metal to patch, and we decided to slice the needed thickness off a scrap bolt left over from another project. The chop-saw with metal cutting blade makes short work of this.
While it isn't a necessity, we had it set up from cutting the steel for the door-handle-reinforcing bracket, so we used it. A bench vise and a hacksaw will also do the job. The tricky part with our method was finding the white-hot piece of steel after we sliced it off!
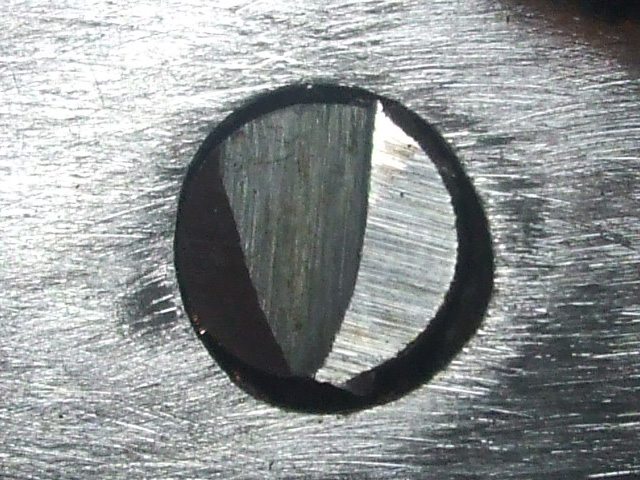
By using a vise-grip style welding clamp with a copper backing plate, we were able to lay down a couple of tack welds to hold the new plug in place. Then we removed the clamp and began filling in around the plug with additional tacks, cooling the heat affected zone repeatedly with compressed air. Then, a few more tacks until the plug had been circled with weld.
The method we used was to apply a couple of tacks, cool the weld, and grind it down. Then we simply repeated the process as we worked our way around the plug. No actual photos of this step I'm afraid.
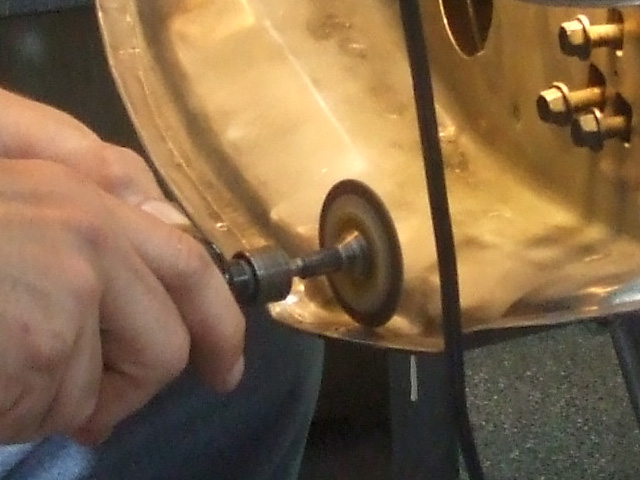
With the outside surface ground down, it was time to repeat the process on the inside of the plug. Once again, I would apply a couple of tacks, cool the weld, and grind it down. Then, a few more tacks until the plug had been circled with weld.
I discovered during this step that getting too close to the edge of the sheet metal (due to the heat setting I was using) will quite effectively blow a hole in the sheet metal. Of course when the blob of molten steel flies off on a downward trajectory that perfectly intersects with your ankle, things get... interesting.
My cotton sock was no match for the molten projectile and the ensuing profanity and brushing off of said projectile would no doubt have been most entertaining had there been an audience present.

As the stench of burnt sock and scorched flesh began to slowly evaporate, I re-focused all my attention on the job at hand, and was able to (for the most part anyway), ignore my throbbing ankle and continue working on the door.
Gradually the pain dissipated so I was able to "press on" as the British would say. Here then, for your viewing pleasure is a shot of the inside of the plug on the hinge side of the door.
Granted it is somewhat rough, but since its to be covered with new and improved (I sincerely hope) seam sealer, I wasn't concerned with getting it glass smooth. Once this is sealed and painted, you'll never know it was there in the first place.

With the outside surface prepped, it was time to doctor the welds on the inside of the door for the new door handle. Once again, air tools to the rescue and this time something new. A Central Pneumatic "mini die grinder" equipped with a wire brush attachment to remove the rust and dirt from the affected area.
If you click on the picture, you can see a shot of this baby in use. Being smaller than Mr. Dremel, it was easier to maneuver in the confines of the door.
The only hang up is that you have to thread it through one hole in the door and then stick your arm through another hole to run it. Tricky, but it seemed to do the job cleaning this area for the next step.
I decided early on, that the one area where I am not going to skimp or cut corners is with the quality of materials I'm using. With all the time I've got invested, It'd be just plain dumb to cheap out on the products I'm using, hence the somewhat pricey 3M material seen here.

FAST 'N FIRM?
INFERIOR PRODUCT
Although the tip had been capped with a vinyl vacuum cap, squeezing the handle of the caulking gun resulted in bulging biceps but produced little more than a semi-rigid beige colored turd! This "turd" broke up into dried out clumps when squeezed between our fingers. If you read the label, they do have the disclaimer which states "once opened remaining contents should be used soon." Now there's an exciting bit of news!

After some "field modifications" to the tube of seam sealer (cutting the tip with a pair of dikes and using a long drill tip to penetrate the semi-cured layer) we were eventually rewarded with a puddle of goo that somewhat represented the seam sealer we'd used previously.
As stiff as the stuff was, spreading it with an acid brush as initially planned was out. Here then, for the uninitiated is the alternative application method known as the "finger method," patent pending.
It may not be elegant, but there's no substitute for the dexterity of your own fingers. Since we wanted to save a trip to the supply store for more seam sealer we were determined to get one last use out of this stubborn tube. We eventually prevailed and finished the task with only the sacrifice of one fingertip of one glove.

Here's the finished product... such as it is. Not the neatest job in the known universe, but when you're meticulously painting smearing the goo on, you make the best of a difficult situation.
Between using the mini-die-grinder to get into this tight spot (cleaning the seam as best as I could) and then hopefully sealing the surface against moisture, I did the best I could with what I had to work with. As long as this stuff keeps the moisture out of the patch seam, I'll call it good to go. You wouldn't think you could just kill this many hours sanding and painting (oh yes, don't forget we actually got to lay down some primer today), the inside edge of a car door, but that's restoration work for you. Get involved in what you're doing and tune out the world around you and Presto... the job, she's-a-done! More excitement to come in our next thrilling episode.

Door Edges Primed
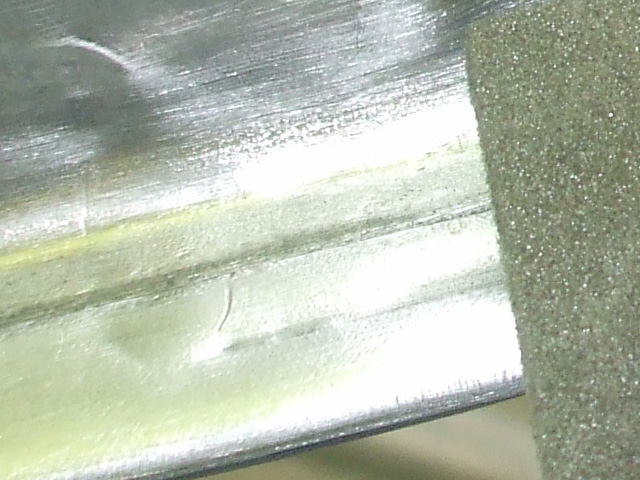
After last episodes paint removal process, I decided to go over things one more time with a sanding pad to ensure adequate "tooth" for the epoxy primer to adhere to. To that end, I needed something flexible that would get into all the little nooks and crannies that typical sandpaper can't.
I started out with a 3 pad assortment, including course, fine and superfine. I started off with the fine, which I equated to 220 grit, but soon switched to course, which I equated to about 80 grit. Next time I'll just grab a pack of course and be good to go.
Once again this is tedious and time consuming, but is also a necessary evil. A decent radio or other form of passive entertainment is essential to the survival of your sanity. A good supply of soft drinks helps out too.
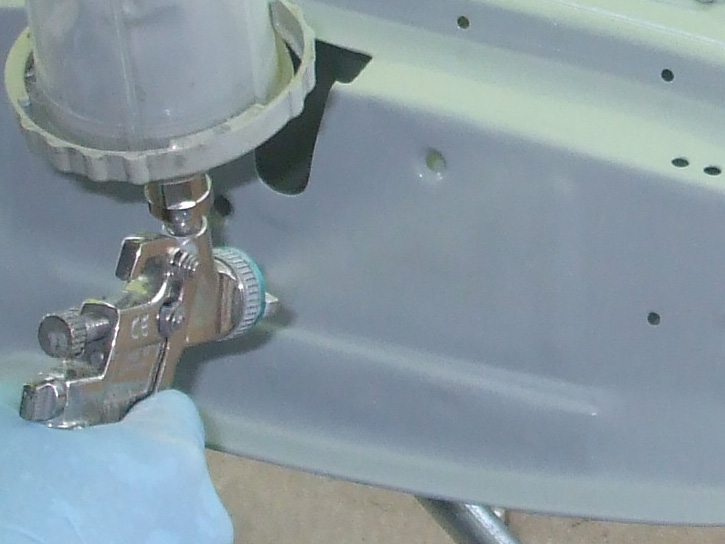
With every surface sanded to our requirements, it was time to wipe it down with some PrepSol (wipe once, turn rag, repeat, change rag), and finally shoot some paint. No shots of this essential procedure I'm afraid. Sometimes when you're "in the groove," the last thing on your mind is grabbing the camera to preserve the moment for posterity.
It almost seems anticlimactic... all those hours of preparation, then BAM you spray the primer on and you can move forward. At least there were no ugly surprises on this side of the door. Here's to hoping the side you actually see is as clean as this was.
You didn't think I'd forget to include some before and after pictures did you? Since my fingers are getting a bit cramped, I think I'll let the pictures do the talking for a bit.
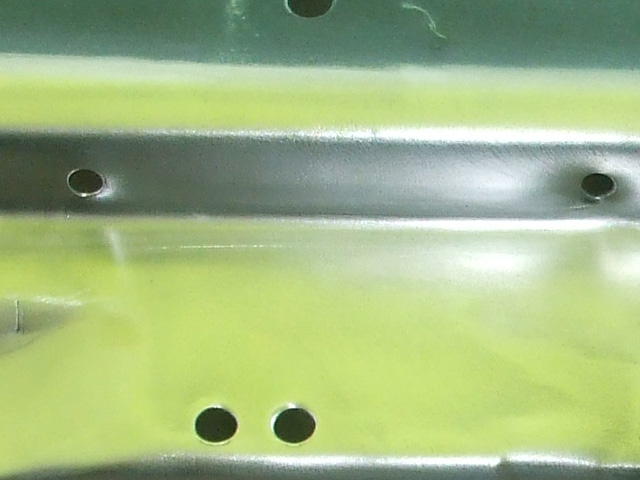
BEFORE
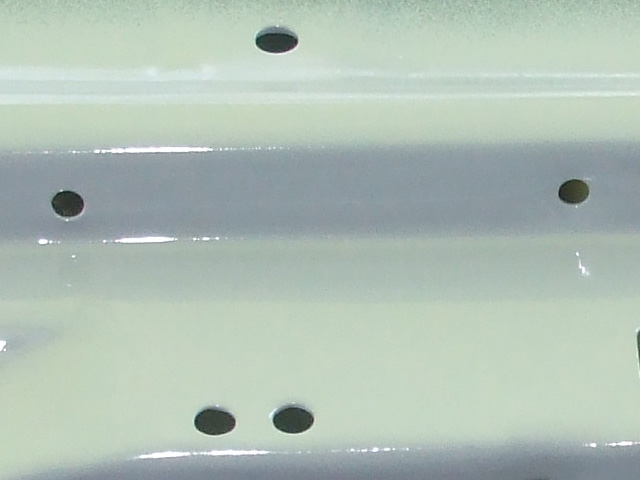
AFTER

BEFORE

AFTER

BEFORE
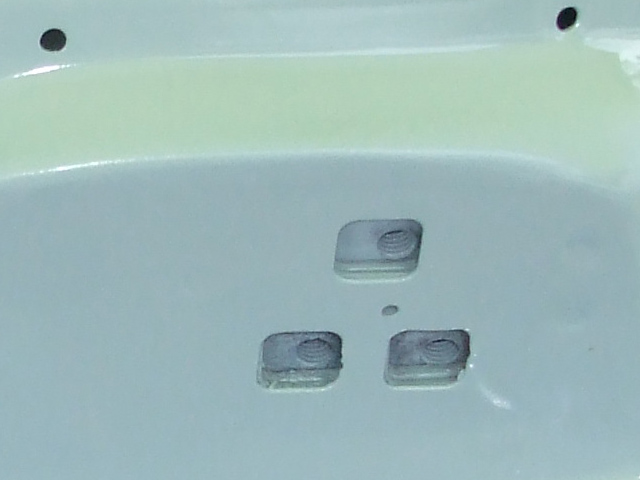
AFTER
Most gratifying to get to this point on the door. Granted I still have to get some seam sealer and re-seal the door, but this baby is ready to get flipped over for the important part. I'm going to see if there's a better product out there than 3M this time. They were tops years ago, but seem to be resting on their collective laurels lately.

Door Skin
Here's a shot of one of our first attempts to sand the paint off the door. Let me just say this up front, do not be afraid of coarse grits when you're going down to bare metal. If we'd stuck with 60 grit, I'd still be at it!
We started out not knowing how fast each grit would cut. Add in the fact that we're using a DA (dual action) orbital sander and the top layer of paint was a clear coat and we had our work cut out for us. The white stuff in this shot is actually the clear coat coming off... nothing else!

It quickly became apparent that with at least 5 coats of paint to chew through, the 60 grit just wasn't going to cut the mustard.
We finally we decided that what was needed here, was some extra course 40 grit paper to cut the paint without gumming up the sandpaper with melted paint. You have to be careful to move along as soon as you reach bare metal (getting down to the factory primer tips you off if you watch for it) so all you are removing are the layers of paint, not metal.
We also switched the DA sander from the less aggressive orbital mode, to the pure circular grinding mode. This made the paint fly off the door... so much so that I had to vacuum off the door before I could continue!

With the majority of the surface mostly down to bare metal, it was time to work on the tight areas such as this concave groove. Here I'm using a sanding block with a strip of peel and stick 40 grit from a 25 yard roll of paper. This makes for slow going, since the various layers of paint quickly gum up the sandpaper. Then you have to stop and grab the blow gun to clean it off. Repeat as necessary.
Of course, with the temperature and the humidity both up, I was sweating up a storm. Add in the fact that I wear eyeglasses (which just love to slowly slide off my nose), the entertainment just keeps right on building. I discovered that wearing my head/sweat band a little low, prevented the ear hook of my glasses from hopping over my ear. Who'd a thunk it!

While I kept plugging along with the block sander with a piece of 40 grit, my father-in-law dug this little gem out of his tool cabinet. The key advantage to using this finish sander with 80 grit, was the soft backing pad it has, which enabled me to sand into the curved sections of the door. It sure was faster than using the block by hand!
We ran into two snags with this process. The first was we were running low on the 80 grit paper necessary to remove the 40 grit scratches in addition to the paint still hiding in the various grooves on the surface of the door.
The second snag was the fact that the soft pad that enabled us to get into these tight areas began to disintegrate before our eyes. As near as we could figure, the age of the material was causing it to break down. Some food for thought for those of you who may have stockpiled similar materials. Sanding, sanding and (dare I say it), still more sanding, with 5 more hours into the record books. By day's end we'd gotten through the super tough urethane paint, original paint, factory primer and finally bare steel. By the time we were ready for paint, we were losing our light and the bugs were coming out. I grabbed my bottle of Eastwood's Prep & Etch and wiped the surface down in the hopes of preventing flash rust until I can get another free day.

June 2012 - More Sanding
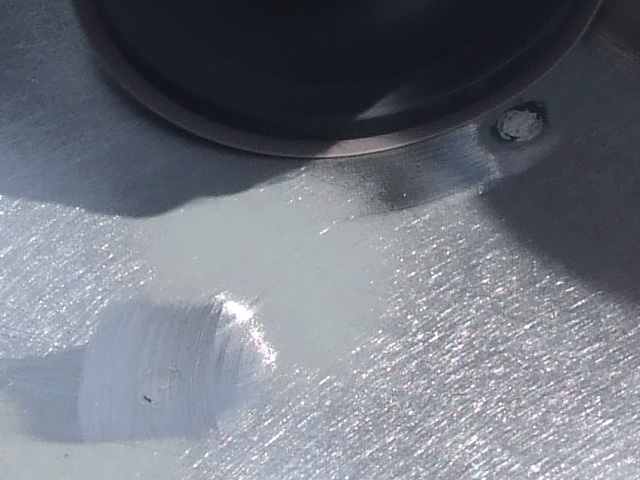
With the majority of the surface mostly down to bare metal, it was time for the final preparation before applying the epoxy primer. Here we're using a 3" sanding disk of 120 grit. Although a bit too smooth to provide the necessary "tooth," it was the right choice to finish off the beltline studs without going too far too quickly. Then you have to go back and remove the flash rust that appeared since the last session. Fun times.
Another issue we have to deal with is the propensity to touch the door with oily, sweaty hands after sanding. That's what we believe was responsible for the patches of rust seen here. I discovered that wearing my head/sweat band a little low, prevented the ear hook of my glasses from hopping over my ear. Who'd a thunk it!
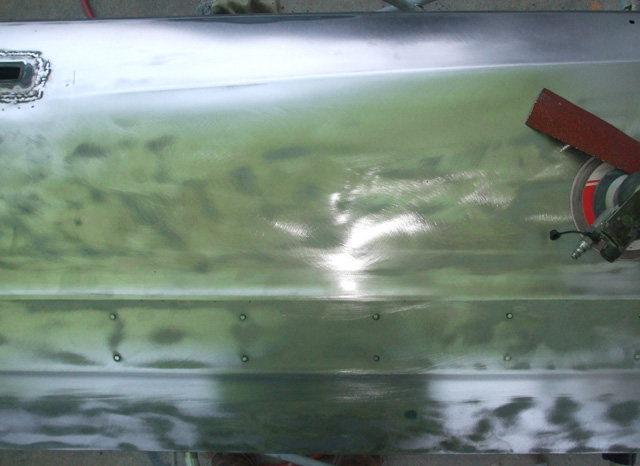
Almost there. That's what I keep telling myself. With the studs ground down just where we wanted them and the groove above and below the belt line done, we were rapidly closing in on the finish line of sanding the outer panel. Here, I've still got quite a bit of sanding to finish with the 6" 80 grit pad. I wouldn't have believed it if someone had told me how many hours I would be spending sanding the door. It doesn't help matters any that the paint already on the car had been applied with a trowel. Sheesh!
You can see the progress as the factory primer slowly gives way to bare steel, but the progress is glacial. By the end of the day, your little internal voice has regressed to being a 6-year-old chanting are we there yet over and over again. It doesn't help matters any that you keep thinking you'll get it in primer, only to find you're nowhere near close to being finished yet. Grrrr! If this were one of those TV shows that restore a car in 6 days, they'd have surely edited this part out.

As the sun began to slowly set in the west, I finally (and I do mean finally) have gotten my door closer to the painting point. I say closer because at the end of the day, I'm still not quite there yet. Although it cannot be denied that I am slowly but surely closing in on the darned thing. This is the important part, the part that if skimped on will be the first thing to bite me in the arse down the line. Yep, that's what I keep telling myself.
Another issue I've got, comes simply from this car having been a daily driver most of its life. As I slowly closed in on the bare steel, various door dings began to rear their ugly heads. I knew this was far from virginal, but when you get down to brass tacks its a real wake up call. I circled the two largest dings in yellow. Rest assured, they're not the only ones I have to deal with.

By the time I finally had the door prepped to my satisfaction, the daylight was disappearing fast and the bugs were coming out. So, as my last official act of the day, I decided to use some of Eastwood's Prep & Etch to etch the surface and hopefully keep it from rusting until I get back to it. One feature of this stuff is that is is supposed to provide protection through a film it leaves behind. You can definitely see a difference between the treated surface and the untreated steel.
Besides, I was rapidly running out of steam energy-wise, so it was clearly time to knock off for the day. I seem to have a knack for giving myself overly ambitions goals for each part of this project. One of these days I'll learn to give myself a break! Sanding, sanding and still more sanding has gotten me to this point, with another 5 hours dead and buried. When you're this deep into preparation you have to be careful not to think of how much of the car still has to be done. I try valiantly to view each assembly as an accomplishment in and of itself. It helps keep you sane. At least that's what I keep telling myself.

First Coat of Primer

Saturday was sunny and hot. So, once everything was set up, it was time to sand off the Prep & Etch I'd applied previously, mainly to keep it from rusting until I got another free day.
The stuff seemed to do the job, although to be perfectly honest, I do think keeping it in the garage helped a bunch too. By sanding and wiping down the door one last time we're giving the primer some good "tooth" to bite into on the surface.
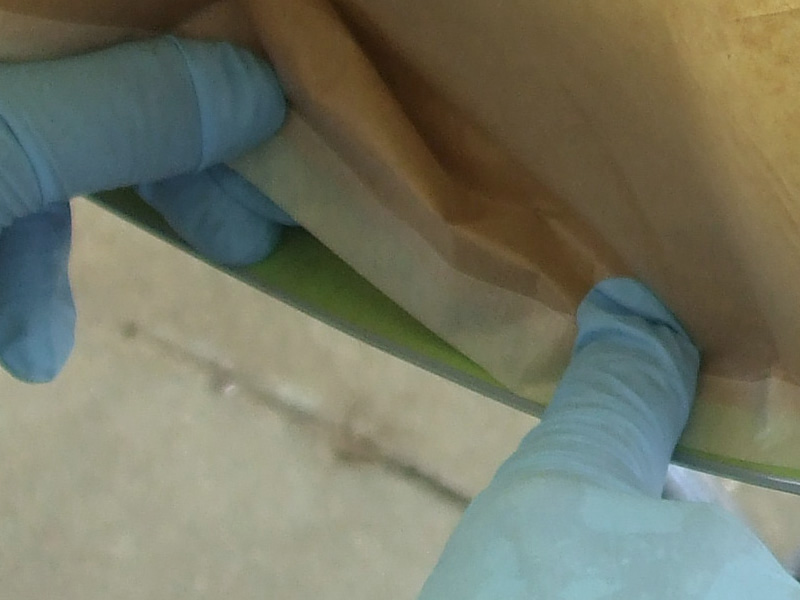
The next step is to mask off everything you don't want to get overspray on. This necessitated inverting the door to properly mask the inside edge. First, I went around the door with some 3/8 low tack masking tape. This stuff was sort of an electric/neon greenish yellow color that really stood out.
Next, we went around the door with masking paper on a roll (with the tape already manufactured as one edge of the paper), wherein you tear off a length and tape it to the surface being protected. In this case, we taped it over the first layer of tape, then unfolded the width of the brown masking paper. This masking paper/tape combination is not exclusive to the automotive world. This batch was purchased at a local True Value hardware store.
Then of course you tape the loose edge (thankfully the wind was practically non-existent), to the inner door which is not being painted. With this accomplished, we then (carefully) flipped the door back over so it was facing upwards again, and moved on to mix the primer.
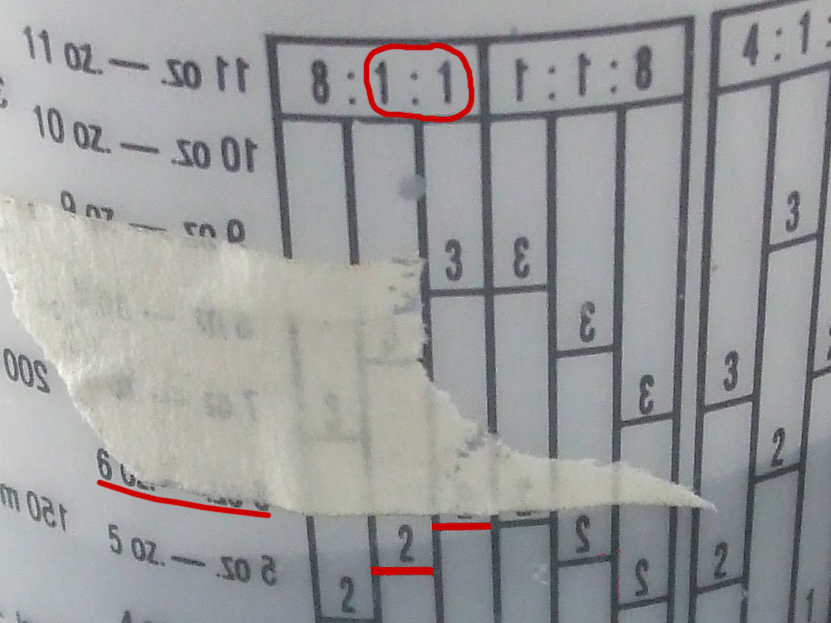
Those of you just starting out in this hobby may be wondering "how do you know just how much activator (or hardener etc) to add to the paint?" I know this was the first thing I wanted to know. Turns out, there's a formula for that.
When you purchase your paint, your supplier should have a spec sheet on hand, which will give you the proper ratio. We were shooting for 6 ounces of paint. Of course, if we had used a piece of tape with a clean edge this would be a little more obvious. Oh well sometimes you just grab whatever's handiest and run with it.
The spec sheet called for a 1:1 ratio so (using the numbers on the cup that would give us the amount of paint we wanted), we dumped in some primer. With the primer at the lower number 2, we added activator until we reached the upper number 2. The upper number 2 equates to 6 oz.of paint, which is what we wanted and the ratio of paint to activator is correct.
The advantage of using a cup like this is, you can mix as little or as much primer/paint as you think you'll need to minimize waste. You don't have to mix a pint, quart or gallon each time... that's a lot of paint. And as you might guess, paint ain't cheap. Mixing cups like this are a godsend and take all the guesswork out of the required math, cheaper than paint too.

Wow! Nothing like nice clean activator is there? I kid, I kid. I guess the paint manufacturing plant has some reason for making this the color it is. As long as it works who cares? It's just that after using lacquer thinner to clean up all the painting gear, I was just a little shocked at the color .
As you can see the protective gloves are in use yet again. The chemicals we're using are pretty nasty and we definitely don't need any oily fingerprints all over the unprotected steel, so gloves are cheap insurance. We get more mileage out of them by turning them inside out for another use.
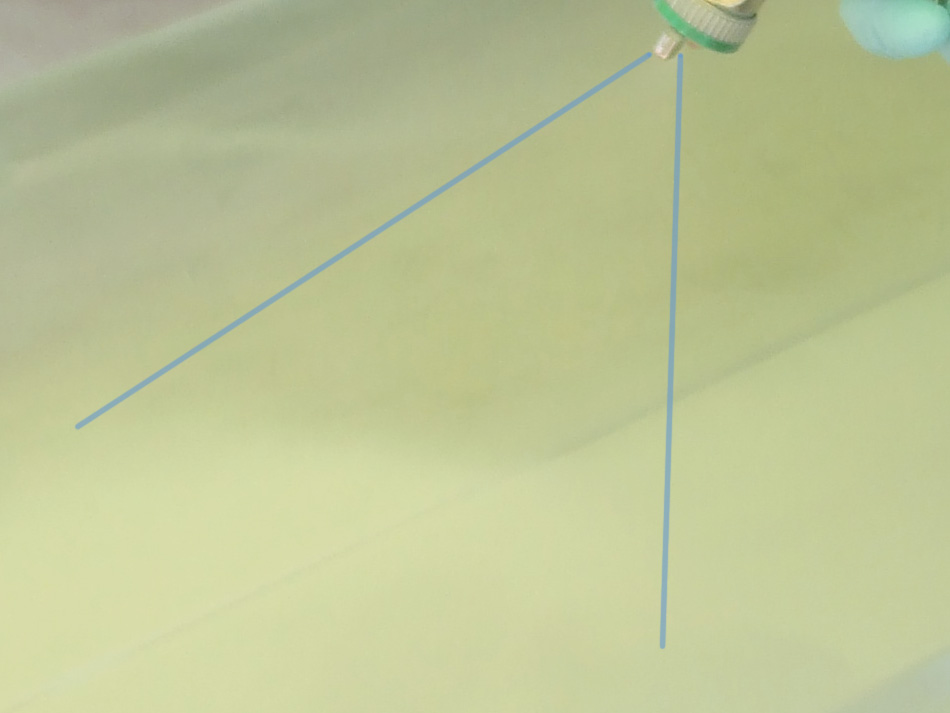
And now, the moment of truth has arrived. All the sanding (including spot sandblasting the welds around the door handle), and other prep work have all been leading up to this. With the primer loaded in the paint cup and the gun adjusted to give the spray pattern we wanted it was go time!
The trick here is to move the gun at a rate fast enough not to run, yet slow enough to get good coverage. I haven't mastered this technique, so I took the photos while father-in-law laid down the paint.
Also, as seen here, you need to overlap by half to get a good thickness of paint. If you click through for the close up, you can see where I tried to highlight the very faint spray pattern coming out of the gun. It may not be exact, but should give newbies and idea of what I'm trying to explain.
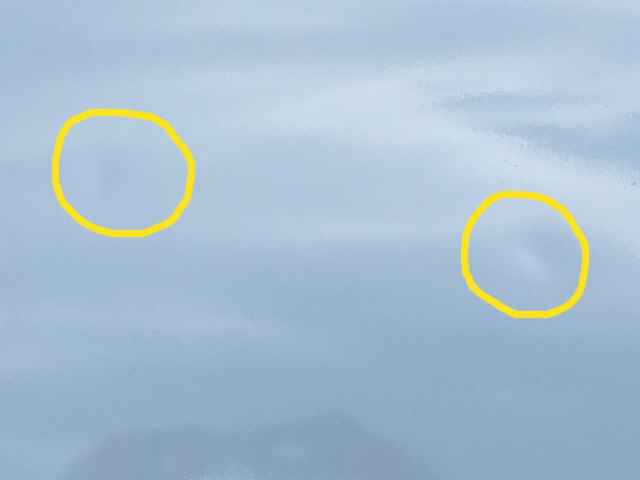
And here is the final product. This is only the first coat of course, but eminently photo worthy nonetheless. I took the liberty of circling two of the biggest surface dents to give an idea of what still remains to be done post-primer. Once the primer has cured it'll be time for some filler in the low areas, including the welded area around the new door handle. Then it'll be time to sand and re-prime. The fun times keep rolling. After all the hours of preparation, it sure felt good to actually apply paint to something, even if it is only primer. Another 5 hours into the record books and a sweaty and exhausting one at that. Yet when it's all said and done, the door is in primer. I try not to think of all the subsequent assemblies yet to come. That's what gets a lot of guys (and gals too these days) discouraged and ending up selling a half finished project. I try to stay focused on the job at hand and take each assembly for what it is, a mini project that will one day become part of the whole once more.

July 2012 - Fiberglass

With the door now in primer, the next step is the application of body filler. For the first layer over the welded in flange, we selected a product with a short strand reinforcing element.
I was really surprised, this stuff is so much stronger than your typical "bondo" it isn't even funny. I tried to break a cured blob (left over after we'd applied what we needed), in half. No go. I could almost fold it back over itself, but I couldn't get it to snap in half.
This made me feel good that we'd definitely selected the right product for the first layer. I'm learning much more on this project than I ever did on my old '69 Chevy. Back then it was strictly bondo baby, and lots of it. We slapped it on over aluminum siding patches (no joke, all we had back then to cover large rust holes), aluminum or fiberglass screening and in one truly inspired moment... an old gym sock!

Here's a shot after using the "cheese grater" followed by some 80 grit sandpaper. At this point the biggest issue is the appearance of lots of little pinholes in the surface. However, this is only the first layer, so there's no need to panic. Next, we'll be switching to a more easily sandable body filler. Then it'll be time to sand and re-prime.

Here I'm prepping the surface for the next layer of fiberglass filler. No strand reinforcement this time. I took the die grinder and chucked up an 80 grit disk and got to work. As soon as the "cratered" surface disappeared, I moved on the the next section. In no time at all I had the surface ready for the next layer.

With the Dynaglass around the door handle prepped, it's almost time for the next layer. But before we jump in and mix up a batch of filler, it's in our best interest to prep the rest of the door first. That way, if we finish the door handle area and have filler left, we can keep going and not waste any as much.
First we block-sanded the whole door with some 180 grit paper, (using an X pattern), to show us where the low spots were. Since the epoxy primer is glossy, once the door is sanded (which dulls the gloss) the only glossy places remaining are the low spots.
With all the low spots easily found, we marked them with masking tape because once we sand the low spots they will visually vanish into the rest of the sanded primer, more easily seen if you click for the close up. You could still feel the low spots with your fingertips, but visually they were gone.
Although the body filler will stick really well to the un-sanded primer, (as evidenced by a glob we dropped outside the repair area which had to be sanded off), sanding the primer ensures enough "tooth" for the filler to achieve maximum adhesion.

Not only is the Dynaglass reinforced with short strands of fiberglass, the resin itself is much tougher and harder to sand. Now, with a good base of Dynaglass, it's time to shift to a different product for the next layer of filler. In this case we selected "Rage Extreme" from Evercoat. The advantage to this stuff is ease of spreadability and ease of sanding. The Dynaglass would be overkill here, plus since it's much harder to sand, we'd probably wear through the primer trying to sand the filler smooth.

Back in the day, I'd throw down a blob of bondo, squeeze out some hardener and grab the nearest screwdriver to mix things up. This resulted in two undesirable side effects. First I ended up with a pile of gooped up screwdrivers. Once none were left, I used a utility knife (and the indispensable wire wheel/electric drill combo), to clean them off and start all over again.
Secondly (and perhaps more importantly), I always ended up with a nice rough pock-marked surface requiring generous smears of spot putty to get, well, at least semi-smooth enough for paint.
I now know that this wasn't the right way to do things and helps to explain why I always had so many pinholes. All the air bubbles I introduced into the mix by simply stirring the bondo with a screwdriver didn't exactly produce professional results.
The best method is to swirl the mixture back and forth, then fold it over on top of itself. Repeat this process until the filler is a consistant color. The tricky part is to know when to stop mixing and get the product applied before it sets up. The hotter the ambient temperature, the faster this stuff cures. You have to move quickly and not over-spread the material.

Remember what I said about over-working the material? This is what happens when the filler starts to set up. We tried one last pass at smoothing out the filler, but it was one pass too many.
The more "eagle-eyed" amongst my viewers may note that this is the point where we began to fill in the lock cylinder hole. This was more of a necessity than us actually filling in the hole with only filler. It was becoming difficult enough to spread the filler evenly without the added difficulty of steering the spreader around that hole as well. We can always uncover the hole later on in the priming/sanding process.
The one pass too many issue is not that big of a problem though, this layer will be sanded down and probably another layer after that. We'd lay down a layer and then let it cure. Then hit the high spots with the cheese grater and block sand until smooth.

A second batch of "Xtreme" yielded enough filler to give the door handle area a second coat, as well as providing enough to apply to the low spots along the upper half of the door. The filler started to cure before we had a chance to apply it to the low spots where the side trim studs had been welded to the door.
By this time it was getting late and my wife and her mom had returned from their shopping trip. We were both worn out, so we decided to call it a day for this particular phase of the operation. Another productive day, with the door that much closer to being ready for the next step... a coat of "high-build" primer to level out the low spots that putty isn't suitable for Once again we seem to be stuck right around the 5 hour mark. Some of that due to breaks, some of it due to the curing time of the products we're using. I suppose there's something to be said for consistency. More to come in our next exciting episode.

Leveling the surface

The following Saturday, we reconveened to continue the process of leveling the surface of the door. This starts with once again block sanding the surface in an X pattern until the high spots reveal themselves. Once you get to that point it's obviously time to stop sanding.
The door handle area required a third batch of "Xtreme" to build up the remaining low spots as well as providing filler for the side trim stud low spots along the raised rib of the lower third of the door.

We had initially placed a strip of duct tape over the door handle opening to make application of the various fillers easier. Now of course, the time has come to expose the hole for the door handle once again. A plunge-router-style Dremel bit enabled us to cut out the large central rectangle for the handle.
Next, we had to trim back the filler and duct tape to the ridge that provides the detail that sets off the door handle. This is another example of time speeding up when you're not really paying attention to the clock. The trick here was to trim back just enough, without removing too much filler material which would require more fill.
Also seen in this shot the straight edge we've been using throughout to determine whether or not we've achieved a level surface. Shining the light at an angle and lookiing beneath this straight edge lets you see where the low spots are as opposed to a nice level surface. Production went up a hair today at just over 6 hours on task. Not photographed was an attempt to spray some dark blue gloss paint over the door handle area in an attempt to see any low spots, but it didn't work. So we ended up sanding it off and moving forward with the other areas of filler. More to come next week.

August 2012 - Small Imperfections

Saturday was threatening rain when I arrived at my father-in-law's garage to discover he'd laid down a coat of "high build" primer to fill in the low spots that are too small or shallow for the "Xtreme" filler to be effective. If we used the rage Xtreme for these smaller spots we'd probaly sand through the primer before we'd get the Xtreme flush with the door surface.
Once again, we applied some self-stick 180 grit sandpaper to the sanding block and continued sanding in an X pattern once again. This is another first for me. I'd heard about high-build primer, even watched some folks demonstrate its use on You Tube, but this was my first experience withy the stuff.
The color of the high build is called "buff" and it makes it easy to see when you've gone through it when you can see the grey epoxy primer beneath. Once again, we kept our straight edge handy to check things out as we moved over the surface of the door.
The product we're using for this phase of the operation is Kirker's Perfect Prime. This product has the ability to fill in the remaining small imperfections in the door's surface while also being easy to sand. Has sort of a plastic odor as you're sanding, nothing too obnoxious though.
PERFECT PRIME

TEST SAMPLE
We have a couple of spots where we'll need several coats to fill in these spots, followed by block sanding. Oh yes lots and lots of block sanding my friends. How much you block sand a paned depends on how smooth a surface you want as your finished product.

With the entire surface covered in the buff colored high build primer, the remaining low spots can be extremely hard to find. That's where a "guide coat" can prove invaluable. Here we're using a dry powder product from 3M which will help us find the elusive low spots.
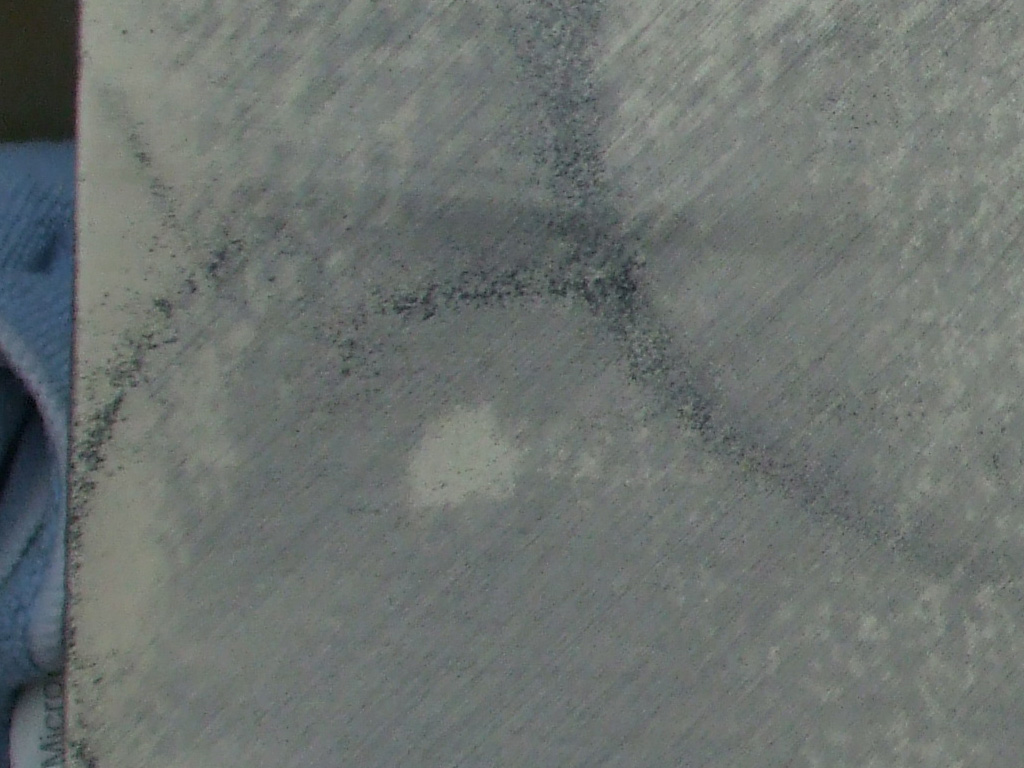
Here's a shot of what the guide coat powder looks like and how it works. At this point, we've block sanded the entire surface of the door and we're using the guide coat to show us where the low spots are hiding. You could mist some black spray paint over the surface I guess, I've seen it done, but that tends to gum up the sandpaper real fast.
The powder works better I think, partially because it's no different than the powder you create as you're sanding the high build. And brother, you're gonna make some dust. We had a small Ryobi vac standing by on a rolling cart and we used it frequently to clean both the surface of the door and the sandpaper.
One thing I've noticed is that it's difficult to know exactly when your sandpaper gets worn down without periodically checking it against the virgin sandpaper on your roll. Gradually I'm learning how to check it and how often. A lot depends upon how hard you're leaning into it as you're sanding I guess.
Here's the final snapshot of the day. After sanding the whole door, we had just a few problem spots, so we focused our painting efforts on those. To that end, if you click through to the close up you can see the overspray and one spot where we laid it on a bit too heavy. No worries though, it'll all sand out and we'll see what we've got to work with next time. Production remained high at just over 6 hours on task. Lots of block sanding along with repeated layers of hight build primer had us rolling right along today. Perhaps next time will be the final step for this piece. More to come next week.

8/18/12 - Uncovering the Keyhole.

Saturday was relatively cool for August, with temps in the lower 80's and best of all, low humidity! This is simply unheard of in the southeastern US at this time of the year. No complaints though, we'll take whatever break we can get as the project rolls along.
Before we returned to the necessity of block sanding the door one more time, it was decided that it was hight time to expose the lock cylinder hole once more. This was necessitated by our attempts to lay down the smoothest possible layer of filler around the door handle. We knew it would be simply a matter of opening up the hole again, so we turned to our old friend Mr. Dremel for an assist.
With no actual "action shots" I nonetheless felt obliged to include a shot of the accessory that we used. This is the router attachment (which we did not need) and the unique "sideways cutting" bits that made this task much easier. Only took a few minutes and presto... the lock cylinder hole was back!
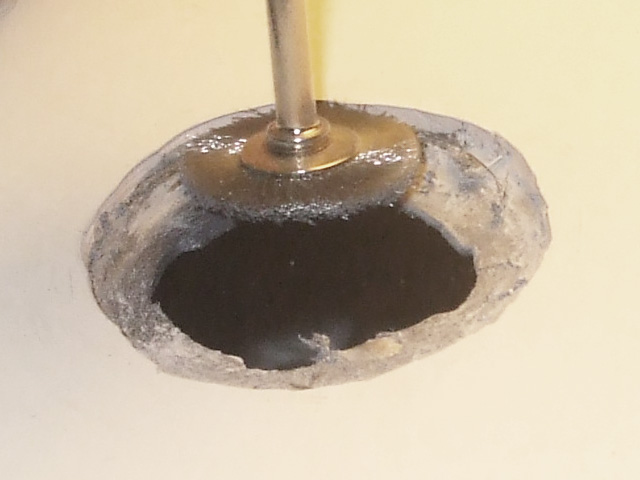
Once we had the original hole in the door skin exposed once more, it was time to remove the filler from the reveal that was stamped into the steel to give the lock cylinder facia some character. As luck would have it, the lock cylinder had roughly a 1/4 inch reveal that needed to be uncovered without digging into the filler too far. It was a dicey operation at best, requiring a steady hand and a keen eye.
Little by little, we ground the filler back until we could just begin to see the curved edge where the door skin surface curved down to the level of the lock cylinder itself. Running the tool at a slow speed was just the ticket to this particular task, and in very little time we had the hole back to its stock configuration.
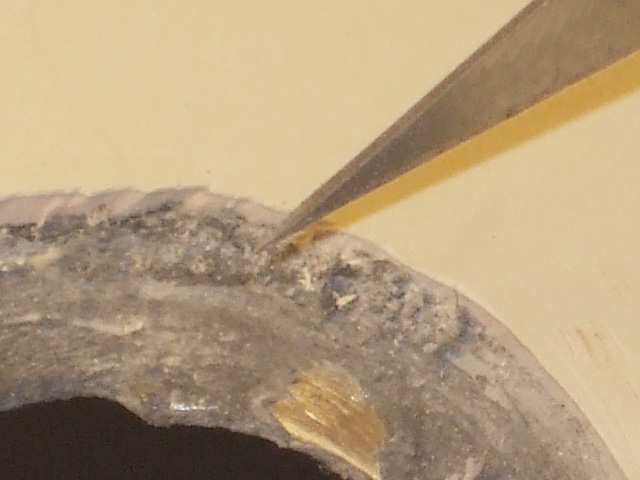
After doing some wire-wheeling with Mr. Dremel, it was time for some delicate surgery. At this point, we're slicing through the body filler, taking small slivers away from the area where it's not needed. Since we had laid down duct tape before we puttied over the lock cylinder hole, we could use the tip of the xacto knife to peel back the tape.As long as we could peel back what was left of the duct tape we knew we were still safe and had not yet reached the edge of the reveal.
The technique we employed was to use the knife to find the edge of the reveal in one area. Once we found that, we went back and used the wire wheel to remove more filler lifting it up and away from the center of the hole as we went to duplicate (as closely as we could) the original contours that were stamped into the steel. Back and forth we went between the two tools, grind a little, slice a little and gradually we were able to remove all the filler material which was not needed.

With the lock cylinder hole roughly exposed, it was time to finesse it by beveling the filler to match the original bevel stamped into the steel. We tried several different experiments including wrapping some sandpaper around a round-handled putty knife, to the object shown here.
A small diameter spindle sander refill (about 100 grit, give or take), we tried this because the shape was close to what we needed if we tipped it at an angle, hoping it might give us the beveled edge we were looking for.

After doing some digging around in the various parts piles of the garage, we stumbled across one of the bed legs from a dismantled bed frame, whose steel rails had been repurposed for other projects. The diameter of the black plastic was almost perfect and it had a rounded off edge that looked like it would mimic the original factory beveled edge perfectly.
Using some 220 self-stick sandpaper, we slowly sanded back the filler, stopping frequently to check our progress. Gradually, we sanded our way down to the original contours that were stamped into the steel. Once we had this taken care of, we made sure to remove all the remnants of the duct tape. Once we're through with the high build, this will get a final coat of epoxy primer before we move on to other areas of the car.

Doesn't look half bad at this point, does it? At the end of the day, we were pretty satisfied with our results. Although difficult to see (due to the varying colors of primer and filler) we decided we'd sanded the filler deep enough and at the proper angle to be indistinguishable from the original design. It actually looks pretty good at this point and we still have another full door layer of high build primer to lay down to be finished off with a final coat of epoxy primer when we're all done. Production fell a bit, as we logged in just over 5 hours on task. Lots of block sanding followed by yet another layer of hight build primer kept things rolling right along today. Perhaps next time will be the final step for this piece. We still have about four low spots that still just refuse to fill in. More to come next week.

September 2012 - Blocking Another Coat of Hi-Build
Saturday was the start of the labor day weekend with temps hovering around the lower 90's and best of all, reasonably low humidity! This is rather hot for the southeastern US at this time of the year. No complaints though, at least the afternoon thunderstorms held off and the project continues to roll along.
We spent the morning hours exploring the local Farm Days Antique Tractor show where (in addition to scoring a handfull of USA made tools from one vendor's $1.00 table) the heat had the sweat literally running down my back. The "we just dragged it out of the weeds, but it's easily worth top dollar" crowd was well represented again this year. Asking $350 for a garden tractor needing tires, seat, hood, battery, mowing deck, carburetor (and that's just what was visible) in this economy is a joke.
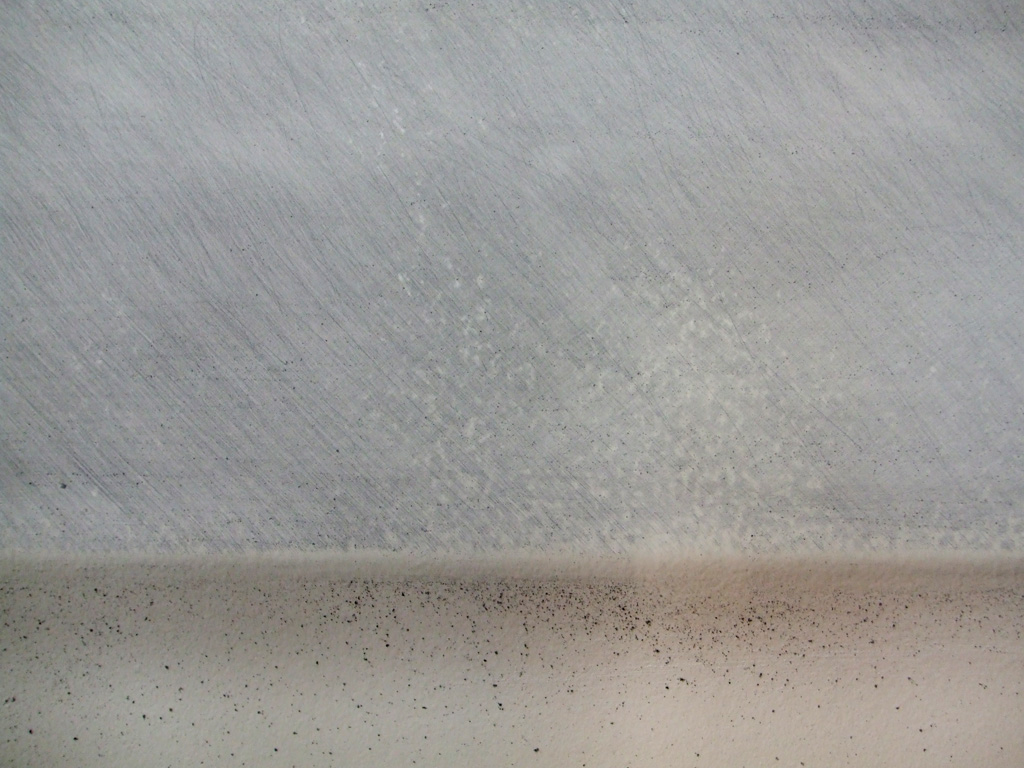
Back at the garage, (with the window A/C unit cranking out some serious BTU's), it was time to resume block sanding the door once again.
Following last weeks exiting adventure of exposing the lock cylinder hole in the door, my father-in-law had laid down another coat of Kirker's high build primer in the interim, in an attempt to fill in a couple of small indentations stubbornly resisting our best efforts to eliminate them.
Again, we're using the guide coat powder to highlight the low spots and orange peel in the primer and a long board with 180 grit paper.As you might guess from the dearth of photos, production fell into the crapper, as we logged in just barely 3 hours on task. Granted, we fooled around for most of the morning, but everyone needs a change of pace now and then, the most dedicated gear head included. More block sanding kept the excitement at ticking bomb diffusing levels bored us almost to tears again today. Stay tuned.

Oooone Moooore Tiiiiime.
Saturday was cooler than expected with relatively low humidity and temps just tickling the 80 degree mark. The forecast was for rain, but the weathermen blew it again, as it was bright and sunny most of the day. We thought we'd change things up a bit and... oh who am I kidding, we took advantage of the weather and block sanded the door again, this time with 320 grit paper.

Having finally filled in the last stubborn ripple in the finish that had been plaguing us (with another layer of high-build), it was time to prep the door for some epoxy primer as final preparation before the base coat.
Here we're paying particular attention to the upper 3rd of the door, sanding down the high-build overspray. It really isn't needed here and was in fact, filling in the stock character line along the upper edge of the door.
After sanding the high build primer last time with 180 grit paper, we switched to 320 grit this time out. The reason for this has more to do with the properties of the epoxy primer we'll be using as our final coat before base color, than it does with any obsession over ultra-smoothness. As the epoxy primer cures, it shrinks and the rougher scratches of the 180 grit were still visible beneath the epoxy primer the last time.
If you look closely, you can see we're again making use of the powdered guide coat so we can better see when we've eliminated the 180 grit scratches. Although we weren't able to completely eliminate the high build from this area, we greatly reduced the amount that remained.
Once we were finally satisfied with the surface of the door, it was time to clean it thoroughly before laying down another coat of the epoxy primer. You have to be careful though, since the high-build primer is porous and will absorb whatever you use as a cleaner. We went with a 50/50 mix of alcohol-water, which we then let dry for at least an hour or so.
You would be surprised how well something this simple actually works for the purpose at hand. Just some plain old ordinary run-of-the-mill paper towels and an old Windex bottle re-purposed for the job, makes this part easy.

With everything sanded, blown off, wiped down and given time to air dry, it was time once again to give the door a couple of coats of epoxy primer. And, just as before, we're sticking with Southern Polyurethane's grey epoxy primer, since it's working well for us.

The gun we're using for this project is a Devilbiss GTI gravity feed spray gun. Newer upgraded versions of this gun are still sold today. This particular gun is capable of spraying high build primer as well as metallic base coat and clear coat. The type of product you are trying to spray determines which cap and needle you use. This particular unit comes with three needles: a 1.3, 1.4 & 1.5, each having a corresponding spray cap. The larger the tip, the heavier the paint it is designed for. I mention this because I have learned that primer is heavy, color/base coat is lighter & clear is the lightest.
One option we're taking advantage of is a disposable plastic cup system (similar to DeKups), which collapses as the liquid is used up, similar to a baby bottle liner. This makes cleanup a snap since you only have to dismantle the gun after each use and clean it... instead of using the standard aluminum cup, which takes time to wipe out and clean. I'm learning as much about the equipment we're using as I am about getting the desired results in refinishing the door.
The advantages of gravity feed (vs. the older syphon type I used previously), are less waste (you use all the paint instead of leaving an ounce or two in the bottom of the spray can), and even more importantly, less "spitting" (or applying more air than paint), as the gun runs low on paint. My syphon gun tended to leak paint from the vent hole as well if you weren't careful. These older style guns are still sold, but I think gravity feed is a better way to go.

Two coats of epoxy primer later we checked the results. The way we did this was to get down at an angle where we could see the reflection of the overhead lights in the glossy surface of the paint.
What you're looking for is a smooth reflection with no ripples. This was how we discovered the one mid-door ripple that kept haunting us during the application of the high-build primer. At this point, we were satisfied with the results. The final stubborn ripple is history and we've only got the slightest trace of orange peel which we'll sand out before the color coat gets applied.the only imperfections were slight when viewed in the reflection of the overhead lights. If we looked real close, we could also see the scratches left from the 320 grit paper which will also be sanded out (probably with 500 grit or higher), before we shoot the base coat.
With this phase of door preparation completed, it's time to move on to the next panel. We'll probably work on the other door next, while we still have all the necessary steel at the ready. Of course the whole process will be fresh in our memories, so that has to be factored into the equation also.

Another shot from another angle to show the reflection. When all is said and done you'd be hard pressed to tell any modifications were made at all. Which of course was the intent of the whole procedure.
Other than the mid-door dent that gave us a run for our money, the bottom edge of the door had the most imperfections, with the lower left hand corner sporting a major dent where we think the door got slammed on a seat belt. The door is probably straighter now, than when it rolled out of the factory 25 years ago. Not too shabby even if I do say so myself.
Update! (1/20/13)
As typically happens in the fall, the project runs afoul of the seasonal hollidays as well as attending to some urgent family business. This is not to say I wasn't working on the project... I just didn't have time to sort out all the photos and then post them online. That being said, here's an update to bring my readers back up to speed.
So... with one door successfully modified and sitting on a shelf, what's next on the agenda? Simple really. Before we forget all the modifications we made to one door, we better get crack-a-lackin' on the other one. It's time to round up the handle, bracket and latches I'll be needing to modify the driver's side door. Although I'd made note of lots of measurements, the one I neglected was the door handle opening to the horizontal door edge measurement. This is a critical measurement because now, I have to match this side to the side I've already done. Now, precision enters into the picture.
Saturday 11/10/12 - Driver's Side Door
I encountered my first obstacle as soon as I unpacked all the parts I thought I needed to proceed with the next phase of this project. Unfortunately, I came up short (somewhere in my morass of parts, a door handle cup has gone AWOL), so I had to focus my attentions on other aspects of the driver's door. As it turns out, this was not the catastrophe I first thought it to be.
According to my highly calibrated scientific instruments, the measurement I'm looking for is 1 11/16's of an inch. Like most other aspects of this project... it's time-consuming, and just a bit anal-retentive, but as I've said before, it's my car and I want to do it once and do it right.

We'd started out with a full head of steam, eager to jump right in and tackle the door handle flange part of the project. However, after further discussion, it was decided to duplicate the approach we took with the passenger side door and attend to the inside of the door first.
That meant dealing with the surface rust we uncovered back when we removed the ancient seam sealer. This quickly snowballed into an all-out assault on the rest, so we decided to press our old friend Prep & Etch into service again. The close-up shot shows the acid at work, after several applications and scrubbings. The rust is being dissolved and clean, shiny pits have appeared in the steel.
This time out, we discovered that the best method was to spray on some Prep & Etch, give it about 5 minutes or so, then have at it with the wire brush. Previously, we would spray the stuff on and then start wire-brushing immediately. We soon discovered the pointlessness of this approach. Like many other aspects of this project it's time-consuming, but will hopefully make for a long-lasting repair.

Ah, good old Prep & Etch, the slowest rust remover in the West. Actually, the cool, crisp November weather actually contributed to our success this time out. Part of the problem we encountered last time was attempting to use this product in the blistering heat of Summer. What would happen is the stuff would dry out while we left it to soak into and dissolve the rust.
This time, we could let it soak for awhile, busy ourselves with other things, then come back with the wire brush in hand and our results were closer to those described on the side of the product in question. That being said, the instructions still lead you to believe the process will be easier than it is in reality.
Finding rusty edges was a bummer, but it could be worse. I've seen rust-belt cars of this vintage needing whole door skins and some requiring repairs of the inner structure as well. All things considered, this is still treatable at this stage, with only surface rust to deal with.

In an attempt to be as efficient as possible, we tossed the 69 Grand Prix door latch into a pan of kerosene and let it soak most of the morning.
An over night soaking probably would've worked better, but I still ended up with the sections I need clean enough to work with. A bit of scrubbing with an acid brush and the ancient dirt, grease even paint came off easily.
As you can see I suffered a wardrobe malfunction as I worked to clean the latch. I almost always attempt to wear protective gear, but I guess they don't make latex gloves like they used to.

Even though I didn't clean every last speck of dreck off the latch, it will serve as is, since I plan on cutting it up and welding the portion I need to the original Monte latch as we did with the other door. As I've learned from previous experience, it pays to have all your surfaces as clean and rust-free as possible for proper penetration of the weld.
This was another one of those mindless little jobs that seem to crop up when you're in the midst of a restoration like this.

Meanwhile, back on the rust eradication front, things were progressing nicely. After a couple dozen dosings (each followed by a liberal amount of wire-brushing), I'm almost there (click for closeup), as you can see in this shot. The best method seems to be give it a good soaking then go do something else (see above) for five or ten minutes. This seems to give the acid time to work, then you can scrub the area clean and wipe it with a paper towel.
The area around the built in drain holes (the vertical oblong opening seen here) seemed to have collected the most corrosion. There were a couple of small spots on the leading and trailing edges of the door, but the bottom edge was unquestionably the worst.

While I busied myself with the rust removal end of things, my father-in-law set to work cutting the factory brace to make room for the new handle bracketry. Once again Mr. Dremel was pressed into service along with a fiberglass reinforced cutting wheel as seen here. It already seems as though this door refurbishment is going along at a quicker pace than the other side. Once again we started off with the boring, mundane (although absolutely necessary) process of corrosion removal prior to the application of the epoxy primer. On the more practical fabrication side of things, the door has been prepped for the installation of the reinforcing angle brackets that will support the new handle/latch assembly once we get to that point.

Shotgun Approach

Saturday dawned unseasonably warm (for November) and with no firm plan in mind, we spread our efforts out and worked on repairing a hinge before returning to work on the door itself. Back when we repaired the driver's side hinge we actually re-used the pin/roller assembly from my parts car which, although worn, was infinately better than the one original to the blue Monte.
Once again the internet comes to the rescue with roller and pins via a specialty company. An article on the MonteCarloSS website brought these folks: Top Down solutions (specializing in F-Body Camaro/Firebird parts) to my attention. Both of those cars have the same kind of large heavy doors, which wear the hinges out in the exact same manner as my car. Fortunately for me, GM used the same hinges on both cars, so the parts would work just fine for my application.
Ordering the parts would turn out to be the easy part. The person I ordered my parts from was very helpful and gave me some tips to make my upcoming repair easier. Shipping was quick as well. The actual repair work to the detent-arm-roller assembly itself, would prove to be fairly straightforward even though we took a different approach than the one recommended by the vendor I bought the kits from.

While I have no shots of us heating up the outer pin with a torch (and using a large adjustable wrench and hammer approach), this is what we ended up with. The pin and the steel wheel were still quite serviceable, the nylon bushing however was shot.
When I ordered the pin roller kit, the advice I received was to cut a notch in the outer pin and (using a screwdriver), pry the inner pin up and out. Then I could simply weld up the notch previously cut and all would be well. That seemed rather extreme (not to mention tempting the busted screwdriver-tip gods), so we went a different route.

With careful application of heat (until the outer pin glowed red), we were able to remove the old parts with minimal damage to the previously primered hinge assembly. We'll still have to touch this up, but all-in-all the repair went smoothly.
In the closeup shot, there are two notches in the shaft. We speculated that perhaps this was to provide access for the application of lubrication, the lack of which is primarily responsible for the failure of this style of hinge.

With the door hinge newly refurbished, we turned our attentions back to the door itself. For all the little creases and inside corner stampings, a pointy wire wheel attachment proved invaluable for removing paint from these hard to get at areas.
This is where eye protection is a must. Not so much from far-flung wires (circular wire wheels are notorious for this), but from the paint chips, dust and rust scale particles which really fly.
Another "must have" is some kind of radio (or other passive entertainment source) because once again we're down to the tedious part of the project. Non-glamorous it may be, but for the nature of this rebuild, quite necessary for the proper application of the color coat to come.

With all the little nooks & crannies tended to, it was time to take care of the larger areas. Here I'm using a 90* die grinder equipped with a conditioning disk which appears to be some kind of a nylon open-weave (think 3M Scotchbrite and you'll come close), construction.
Regardless of what type of material it is, for stripping paint (not to mention old door gasket goo), this little gem is hard to beat for getting down to clean sheet metal in a hurry.

Here's how we handled filling in the holes that once attached the ends of the chrome strip that ran along the door. Once again, we had two holes to fill (one on the leading edge of the door & one on the door handle edge) and repeated the process we perfected on the previous door.
We took a sacraficial bolt, sliced it like bologna with our chop saw and set the resulting disk of steel into each hole supported by copper welding clamps.
After that, it was just ZAP - ZAP - ZAP in a circular pattern resulting in a traditional rosette weld as seen here.

Since both welded in patches were made in tight quarters, the job of grinding them down naturally went to our old friend Mr. Dremel. Equipped with a circular stone I carefully ground down each patch. Even though it's extra effort to do it this way (and technically no one is ever going to see it), it all comes down to I'll know it's there and that it's been done properly.
Another 8 hours into the record books and lots of small tasks completed. From the total refurbishment of the door hinge detent roller assembly, to the filling in of holes and removal of paint, we rolled right along in high gear today. Before we knocked off for the day, we flipped the door back over (outside facing up) so my father-in-law could shoot it with some primer before our next session.

December 2012 - Surgery Begins
Just another typical Saturday with still more to do on the driver's side door. Having previously scribed all of the marks necessary last time, now it was time to take the plunge and start cutting into our nice, rust-free (relatively speaking) Monte Carlo sheet metal. Where others might cringe, we grabbed the body saw and started cutting.

Position the door handle flange over the existing door, make a few alignment sharpie marks and scribe the door. The trick (if you decide to try this), is to not come too close to the edge of the door by the handle. If you click to enlarge the photo, you'll see where the trailing edge of the scribe mark is right on the edge of the original door handle opening. That way we were safe from slicing into the interior door skin as I did on the GP donor door a while back.

Next, I made a few initial passes (more to make a mark for the saw to follow than to cut through the door), with Mr. Dremel. Here, I'm trying to make the body saw's job easier by dremeling the corners of the scribed marks.
Also shown is one of the most frequently used attachments in my power too arsenal, the 90* right angle adapter. I have found that this gives me greater control when using cut off disks than mounting them directly to the tool itself. A case of matching an attachment to the job at hand. It's not a cheap attachment though, typically running around $30 bucks, give or take. If you spot one for $25 or less, you better grab it.
For the uninitiated (including yours truely), let it be known that there's a trick to using this tool effectively. My biggest problem was making the turns with the saw necessary for each corner. It would bind, chatter and fight me all the way.
Come to find out the the proper technique is to lift the saw until just the tip of the blade is doing the cutting. Naturally the saw will want to push back and the blade want to pop out of the slot you've already cut into the steel. Using the saw looks deceptively easy when wielded by a pro, but the technique is tricky to master.

It's really amazing how quickly you can cut through the sheet metal of the average car with simple power tools. If you look closely, you can also see where we'd previously trimmed the reinforcing beam that runs along the top edge of the door.
The next step will be to trim out this rough opening to match the flange that goes with the GP blade style door handle. In actuality, you end up trimming the opening, then the flange; back and forth you go until you have a nice tight fit. When you write it down in words it sounds simple. In reality this is one of the more time consuming portions of the modification.

One thing you'll notice straight away if you're working with sheet metal such as this. It doesn't take long to realize just how sharp this stuff is once you start cutting and shaping it. Gloves are a cheap and easy solution to the wicked sharp edges of the steel.
By this point in the operation we've already removed all the old paint (around the outer circumference at least), getting down to clean shiny sheet metal in preparation for welding this panel into the door itself. Working with paint free, rust free steel helps to ensure that we get good penetration for the welding to come. It's easy to forget, in the heat of the moment to do this, but it's the best way to accomplish the task at hand.

Yep, you gotta do the door panel itself also. A 90* die grinder equipped with a 180 grit sanding disk helps me prep the area of the door where we'll be working.

Of course once you prepare the outside of the door, it stands to reason that you'll have to do the inside of the door as well. One thing I'm quickly learning is that if you're going to be welding, you better have the cleanest metal possible for the best possible weld. Since that's what I'm after, clean steel we will have.
This is almost as tricky as the old west shows where the guy shoots by looking at the target in the mirror. I kept catching myself looking at the disk itself (occasionally necessary to check my angle of attack), rather than watching my progress in the mirror. There are probably other ways of doing this, but this is the approach we took today. This actually worked pretty well when all was said and done.

The final result of all of our preparations. The stamped metal flange will reallly set off the door handle and make the whole door handle swap look factory. Using a couple of welding magnets to hold the patch panel in place, we're pretty much ready to rock.
As frequently happens, we reached the point where we were worn out, and experience has taught me it's never a good idea to push much beyond this point. When you do reach that point, it's pretty much necessary to knock off for the day before you start making mistakes. Right around 6 hours this time, not counting break time and a mid day lunch run. We got a lot accomplished during this session and next time we should be able to start welding in the patch panel. More to come next time.

Door Mods Continue...
After getting out of my rack at 5:30 am all week long, it's really hard to get myself rolling on a Saturday morning. As a result, I got a later than anticipated start to my day. My faithful, loyal, devoted dog (totaly out of character mind you), even let me catch a few extra Z's. When your dog knows you're beat, brother, you're beat!

Here's a shot after the first round of welding, grinding and then working the weld with a hammer and dolly. My father-in-law got a head start and worked on this part of the process while I was absent. Then again, I've got to go out and bring home the bacon sometime. Besides, at this point in the project anything that helps it roll along is a good thing.
I'm not sure at this point just how long the process took, but between moving around the patch, quenching the weld with compressed air and then working the steel with the hammer and dolly I'm betting on a good 8 hours or so. At any rate, this is where we are as of this Saturday and now it's time to keep right on rolling.

OOPS
WHEW
We started the day off by cleaning up the acid residue staining the surface from our rust eradication on the opposite side of the door. After several failed attempts at cleaning the door up with various solvents, we finally caved and snapped on our gloves, broke out the paper towel squares and re-wet the Ospho to remove it. Then we wiped it down with lacquer thinner and for all intents and purposes the stains were gone and we could move on to the next step.
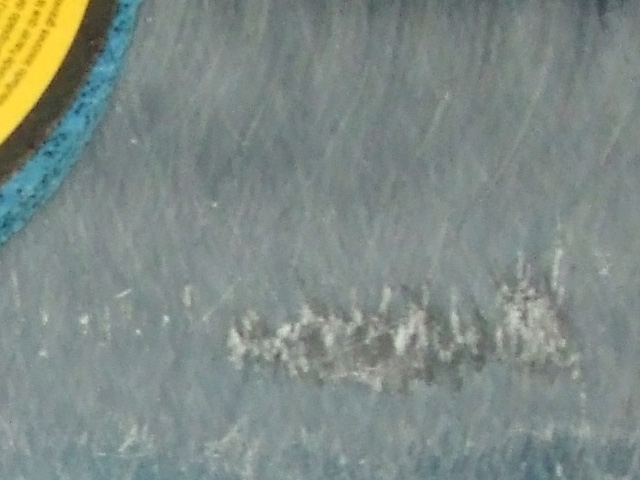
Finally we reached the point where we had to strip the old paint from the door. We decided to use mechanical means this time out with a nylon cross weave type of conditioning disk mounted to a variable speed angle grinder.
As you progress across the surface, you can discover all the previous coats of paint including the original lacquer paint. At this point, we've barely begun to work on the clear coat of a more recent re-spray.
The approach we decided to take, was to sand the majority of the paint off with the angle grinder, then progress to a smaller 180 grit paper to go down the the bare steel. The reason for this was to leave smaller scratches in the surface of the steel that are more easily filled by the epoxy primer.
The result of hours worth of wielding various sanding/grinding tools is a bare door. I took this shot shortly after we moved the door back inside the garage at the end of the day. The large stripping disk creates a truly unbelievable amount of dust and paint particles. So we decided to drag the door (stand and all), out into the driveway and make our mess there.
It may be difficult to see from this angle, but we used the stripping disk to go down to the level of the original primer the factory applied to the door. Then, once we were that close to bare metal, we switched to 180 grit paper and attacked the door with a DA sander with oscillator locked out (giving us a purely circular rotation of the pad/paper), as well as a 90* die grinder equipped with the same grit on a 3 inch backing pad.
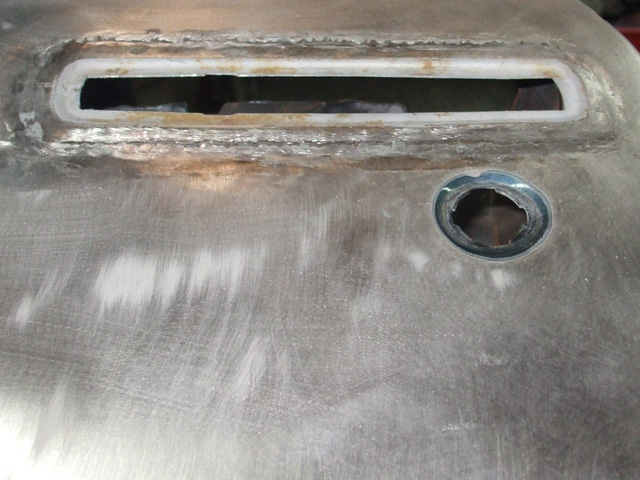
Here's a shot of the door lock and handle flange before I went back and removed the remaining paint from these intricate areas. Although I don't have any shots of it, I used Mr. Dremel with two different types of steel brushes to get into these tighter recesses. The primer someone previously sprayed on the flange came off with surprising ease. Probably a quicky rattle can job to stop rust from gaining a foothold.
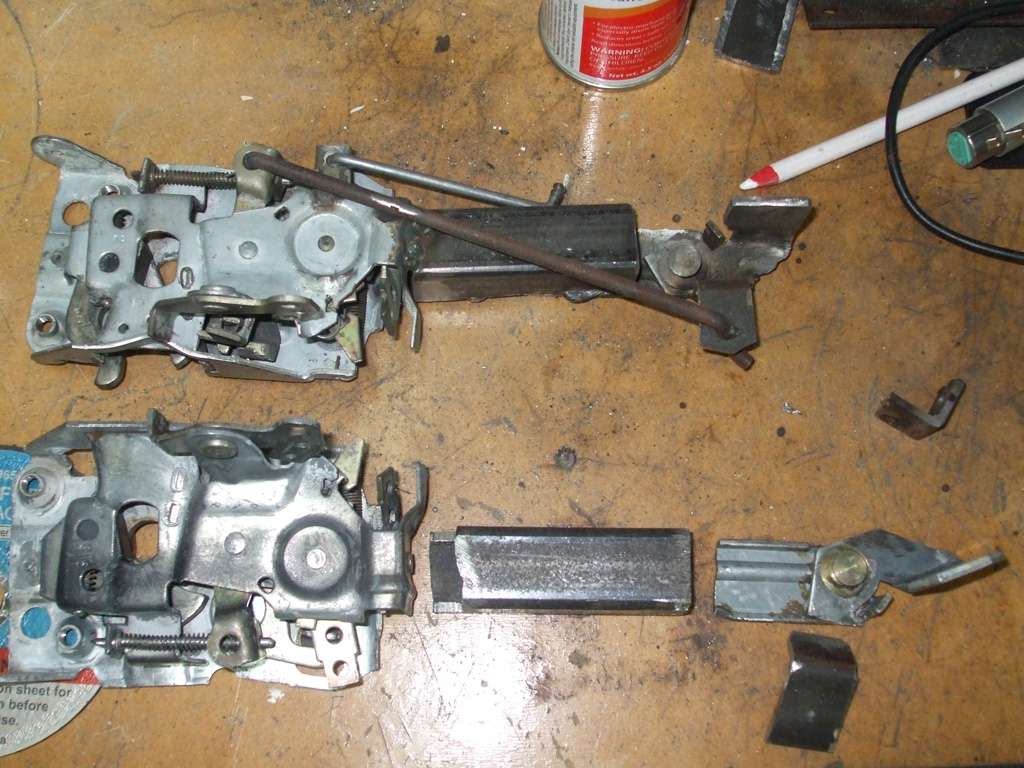
With our door preparations coming to a close, it was time to collect all the parts we fabricated to modify the original GP mechanism to work the Monte Carlo latch. This time out though we've at least got a model to work from instead of fabricating purely from scratch. About the only difference between the two (other than being for the opposite side door), is the thickness of the actuating rod. Including the hours my father-in-law logged in between the sessions I took part in, we're looking at a grand total of 14 hours this time. Next time, our plan is to fabricate the latch and support bracing for this door. That's the plan anyway. More to come next time.

Saturday 1/5/13 - New Year... Same Door!
Saturday dawned cold and windy. Even though forecasts called for temperatures in the high 50's, there was frost on the pumpkin when I walked my dog around 8am or so. Between holiday/family obligations, my participation ground to a screething halt for a few weeks, during which my dad-in-law laid down 3 coats of epoxy primer on the outer door skin. Between mixing, spraying, waiting for each coat to cure, and cleaning up afterwards I'll tack a few hours onto today's total.

On this particular day, the garage (for some strange reason), was actually colder than the outside temperature! So we opened up the doors for a while to let the warmer outside air in before cranking up the propane/kerosene heaters.
This angle doesn't particularly show off all the minor dents and dings the door has, which we'll have to address shortly. But it does show the completed installation of the Grand Prix door handle flange all welded up and hammered out nice and pretty.

Since we'd laid out all the necessary parts to fabricate our new latch assembly last time, we dove right in and started welding it up.
Here, we're using compressed air to quench the freshly welded paddle unit after welding it to the square stock we're using to bridge the gap between the GP handle and the Monte Carlo latch.
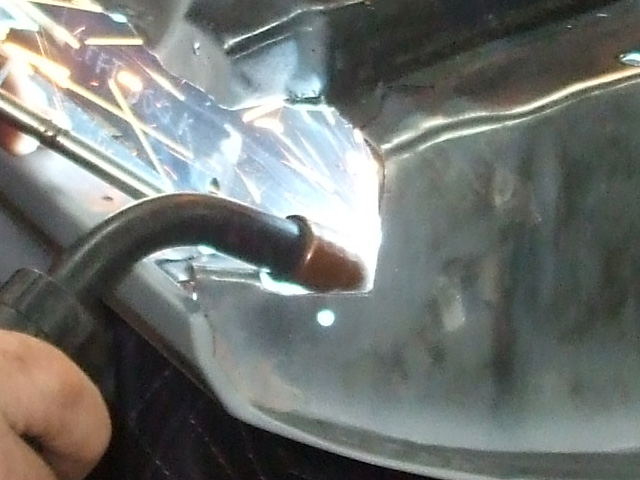
The hard part is holding the paddle/square stock in the right position atop the mounted door latch, then reaching in with the welding torch and tacking it in place. Of course this does make threading the welding torch inside the door a bit tricky.
Sure, with all the tools at our disposal we could've removed a large section of the inner door panel and made this portion of the project a little easier. But then we'd be faced with the prospect of having to then weld it back in place, so this approach seemed a better choice.
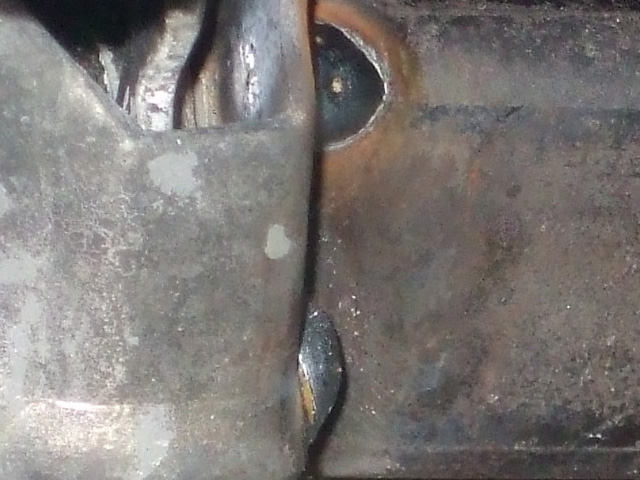
A couple of tack welds later, and we're ready to extract our new latch assembly from the inner panel of the door. I'll probably have to treat the rust in the background before assembling this door for the final time. For now though, just developing a functional door handle mechanism is of paramount importance

The next step was to put the latch in the vice and lay down a couple of continuous beads to hold everything together as solidly as possible. The trick here, is to not lay down too long of a bead that it overheats the surrounding metal. There's a small rubber stop in the latch mechanism that was of particular concern.
Once we cooled it down with some compressed air, it was time for another test fit inside the door.
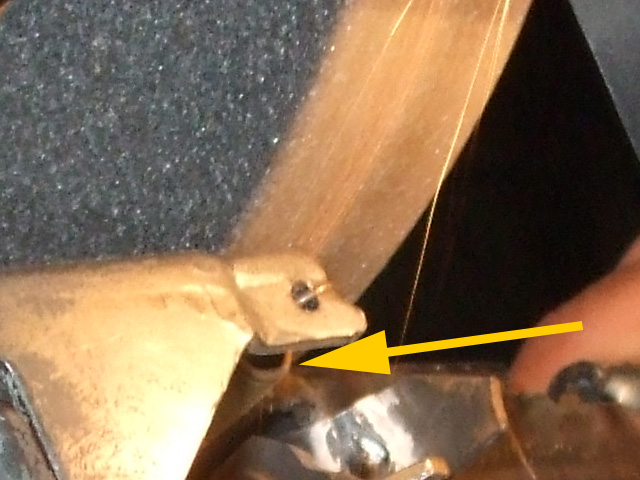
The final bead of weld holding the square stock to the latch turned out to be a little bit too high to allow the latch to mount flush to the inside panel of the door. A little adjustment courtesy our handy bench grinder, and everything was lining up much better.

Upon welding an L shaped "rod tab" to the paddle pivot of the old GP latch, a test fit revealed that the tab was hitting part of the factory reinforcement beam inside the door. Once again, a slight adjustment was required.

After drilling a hole in the newly created rod tab, we discovered that the angle of the tab was not providing the amount of travel necessary to activate the latch. The solution? Cut off the rod tab and go back to the old drawing board.
By re-positioning a different rod tab, we can provide more leverage, so the rod will have the proper amount of travel.

We also realized that the factory limiting tab was restricting the movement, so we grabbed our Dremel and sliced it off. We can always tack a ball of weld on later should we need it.
But before we get to that stage, we've got to replace the rod tab we cut off previously. So... we unceremoniously grabbed another piece of angle iron off the bench and started cutting. The old 4" cut off disk got a real good workout today. When you're working with hardened steel, this is the only way to go.

CUTTING
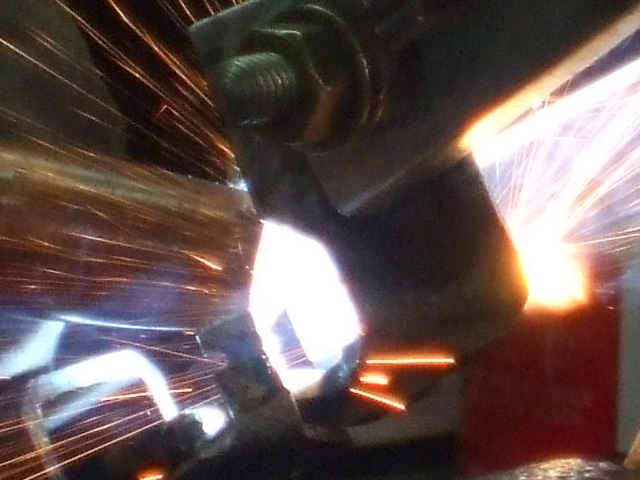
WELDING
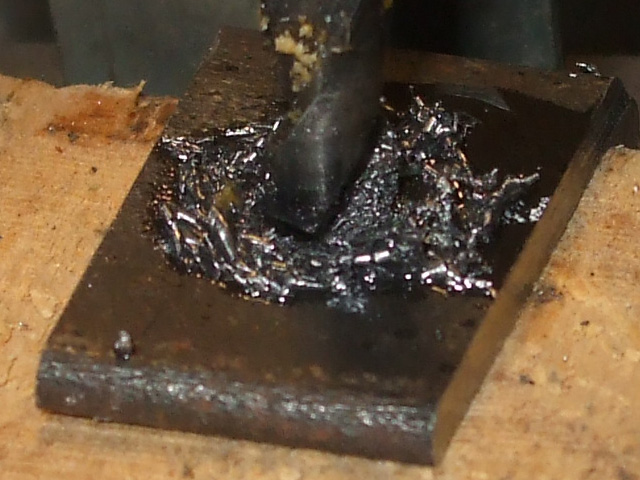
DRILLING
Once you get used to it, you tend to use it for all your cutting needs except when you're dealing with close quarters, that's when we switch to Dremel power. Once we'd welded the new rod tab in place, all that remained was to drill a hole in the tab for the rod and check to make sure the rod will activate the latch the way the factory intended this time.

With the latch working as it should with the new rod tab and rod, it was time to move along to the next step. The door handle was not centered in the opening of the flange we welded to the door. The handle needed to move backwards a bit towards the latch edge of the door.
In order to accomplish this, we had to elongate the original mounting holes of the handle cup which we are using in addition to cross bracing of our own design. But first, a trip over to ye olde drill press for some tweaking.
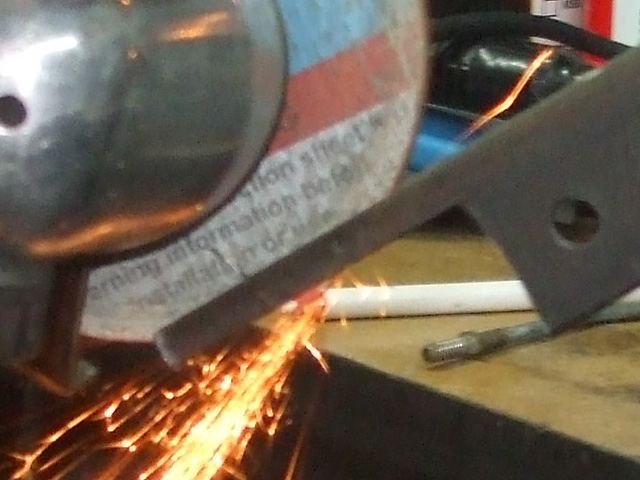
We also needed to trim the horizontal brace we're using behind the factory handle cup to stiffen things up. This is hardened steel from an old bed frame which should be nice and strong. We enlarged our original holes in this piece of steel as well.

With the horizontal brace fitting as it should, we welded a small slice of angle bracket to the top which we'll drill and tap to match an existing screw that closely mimics what the factory used. This will serve to screw the support to the edge of the door. By using screws, we can always remove the brace at a later date if necessary.

The bracket we're designing is a simple T shape (laying on it's side), to give both verticle and horizontal support. By using hardened steel we're making doubly sure that pulling on the handle will not make the door skin flex.
Here, we're trying to trim the verticle support piece to match the contours of the factory door guard beam that runs down the center of the inside of the door, front to back. Including the time my father-in-law logged in between "official" sessions, we've broken the 300 hour mark. Once again, we got a lot accomplished during this session and next time we should be able to finish our custom latch and the brace we've fabricated.

Saturday 1/12/13 - Finalizing Latch & Brace
Saturday dawned rainy with occasional peeks of sun and temps in the mid 60's... in January! Although we live in the south, even the natives are calling this unusual. The locals refer to rain and sun happening simultaneously as being when the devil beats his wife. Go figure.
Today we're going to play with an old, old favorite. Once upon a time, a long time ago I wanted to put a chrome open element air cleaner on my '69 Chevy Impala. You know, for the improved performance and all-important WAAAAAAAA sound whenever you floored it. The puzzle was how high an air cleaner could I install without hitting the inside of the hood?
The answer... Play Doh. A childhood friend thought I was out of my mind until I wadded up a few of blobs of the stuff, stuck it to strategic parts of my grubby old stock air cleaner and slammed the hood. Hilarity ensued.
Of course once I popped the hood, peeled off the squished out blobs of Play Doh and then measured the thickness, the hilarity came to a screeching halt. He was amazed at the simplicity of my little show and thus a new way of measuring thicknesses was born.
So I wadded up a blob of the stuff, placed a small piece of scrap plastic over it (to prevent sticking to the door), put the latch in place and tightened up all the screws. Upon removal from the inside of the door, we peeled off the plastic and presto... squished Play Doh. We're having some fun now!

PLAY DOH IN PLACE

IMPRESSION

THICKNESS NEEDED
After deciding which part of the stuff was the thickest, we sliced it up and now we had the thickness of the space we needed to fill between the inner door skin and the latch's square stock section. The welding must've been a little bit off, which left us with a gap to fill and no easy way to measure said gap. So, we had to get creative.

Now comes the really fun part. We get to bring the trial and error method to bear on selecting some flat stock whose thickness most closely matches the space we're trying to fill. After just a few tries, we found a piece that was only one GCH shy of what we needed, so we went with it knowing the screw we would be threading into it would pull it in tight.
Perhaps the best feature of Play Doh is its reuse-ability. When you're through with the stuff, just roll it up into a ball and throw it back into the can. Another timeless tip whose origin is lost to the sands of time. Nonetheless, I have now recorded the process for posterity and shared it with those who might make use of it.
The raised ridge seen in our cross-section thickness sample matches the stamped reinforcing ridge inside the door.
We be fabricatin' baby!

SPARKS!

Now we can weld the flat stock onto the square stock, effectively making a shim to fill up the gap between the door skin and the square stock. This was our solution to our little boo-boo of not quite having the square stock up against the door skin when we tacked it together. Moving on...

The next step was to determine where to drill and tap our new flat stock shim/square stock. The first thing we did was establish a measuring point, in this case from the upper screw hole to the center of our shim pad. Next, we re-mounted the latch inside the door to eyeball it and take another measurement. Then we took it out again. Needless to say, our electric screwdriver came in real handy for this part of the process.
Now we needed to transfer the measurement to the door skin itself, so we'd know where to drill in order to hit the shim pad dead center. We held the latch itself up to the outside to see where on the vast expanse of sheet metal the thing would sit once mounted. Several test fits and eyball sessions later, we were ready to make our mark. Now, it's time to reach for the drill. Now you know you're committed.

But wait! Not so fast there Jimbo. Before we grab our trusty drill and box-o-bits, we better make darned sure that we will be as on target as humanly possible. Without any fancy CAD programs at our disposal it was time to go old-school and break out additional measuring devices. This step immediately conjured up mental images of what I imagined the builders of the Apollo rockets doing with their slide rules back in the day.

Once you're absolutely sure about where the hole needs to be, you have no choice but to forge ahead and grab the drill. At this point our latch assembly has been mounted in place so that when we pierce the door skin the drill bit will leave a mark on the shim pad where we can drill our screw hole. Since our latch assembly is so much taller than the original Monte latch, we felt it needed as much additional support as we could give it. Hence the need for a screw hole.

After rooting through my vast selection of orphaned screws, nuts & bolts, I came across some phillips head screws that looked like something the factory would have used back in the day. To that end, we then selected a tap to match the size and thread pitch (in this case a #10 x 32 tpi) of the screw we wanted to use.

Next, we removed the latch assembly from the door (again), and using the mark our drill bit made, completed drilling the recommended size hole for the tap we were using.
Along about this time, the strength of the bed-frame steel we're using decided to show its dark side and dulled our bit. Even using oil to lubricate the bit and allowing to cool periodically did not help the situation. A trip over to an adjoining bench to use Drill Doctor (drill bit sharpening tool) soon had us back on task.
Slowly and carefully we worked the tap into the steel, which will give our project a professional looking install.
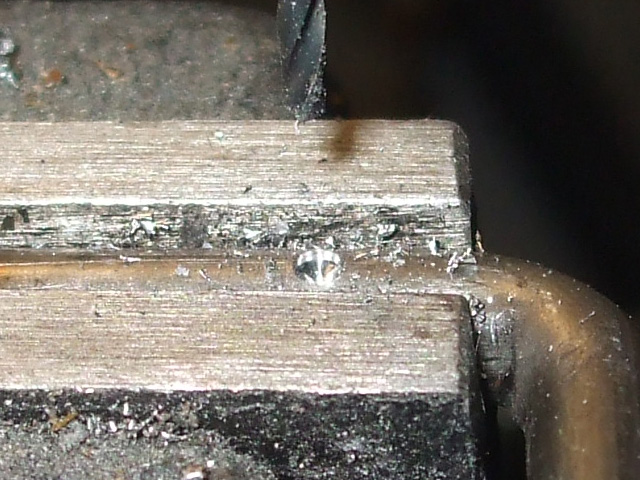
With all the mounting holes in place, the next step was to bend a length of rod that wouuld actuate the latch. I'd previously purchased a 10 foot section of the next size larger rod than the stock Monte rod (cold rolled for extra strength) with this in mind. The passenger side assembly made use of an emergency brake release rod salvaged from a Ford van, but we only had enough to do one side.
I didn't take any pictures, but we clamped the rod in the vice and beat it with a hammer until we had a 90* angle on one end. We placed it into one of the latch lever holes and made a mark where we needed to make the second bend. Our first try netted us a rod that was too short. Our second attempt resulted in a rod that was too long and left no play in the linkage.
Finally with our third attempt we nailed it. All that remained was to drill a hole in each end of the rod for a cotter pin and we had the latch assembly finished.
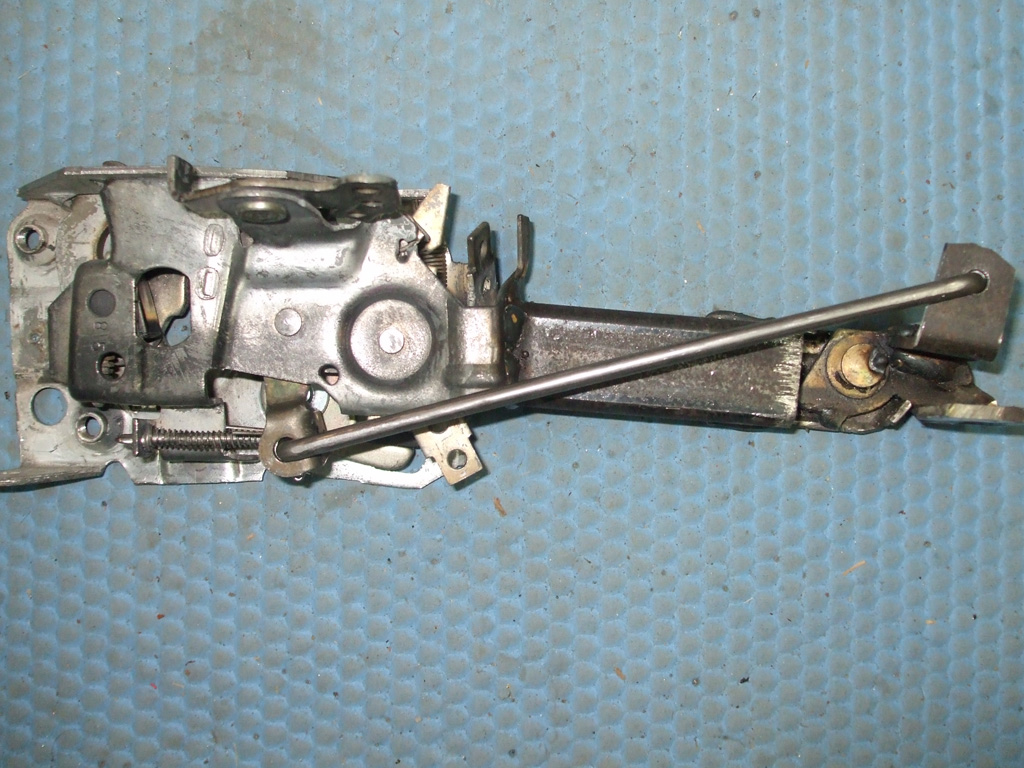
Here's a shot of what we ended up with after all our rod bending and drilling exercises. Since this part is a hybrid and under the most stress, we decided to move to a lager diameter rod than stock. The remaining rods (lock button, lock key & inside handle) will remain stock since they were doing the job just fine for 25 years.

Fortunately, our freshly sharpened drill bit held its edge for one more hole to be drilled in the hardened steel. All that remained was to tap the hole for our mounting screws and we'd be done with this part of our fabrication.

Then Murphy threw us a curve ball. Everything seemed to be going smoothly when suddenly there was a loud mettalic SNAP and we were faced with a brand new problem. Oh, the part that's missing... that's still embedded in the steel we were working on!
First we tried welding a nut to the tap fragment and tried to remove it. It seemed like a good idea, but we ended up twisting the nut off the tap fragment. There wasn't any to grab with vice grips, so we took a puch of the right diameter and pounded the tap out of the hole.
So, we ended up in the same boat as the passenger side brace. We bolted everything together, ran a screw through the hole in the bracket and into a nut. All we needed to do was weld the nut to the bracket and we'd be back in business.
Of course this is a tricky shot, so my father-in-law stepped in to do the stunt-welding, while I wielded the camera.
TACKED NUT

WELDED NUT
I didn't notice it at the time, but if you look closely at the thumbnail the screws appear to be placed in a straight diagonal line. We planned it that way, of course.
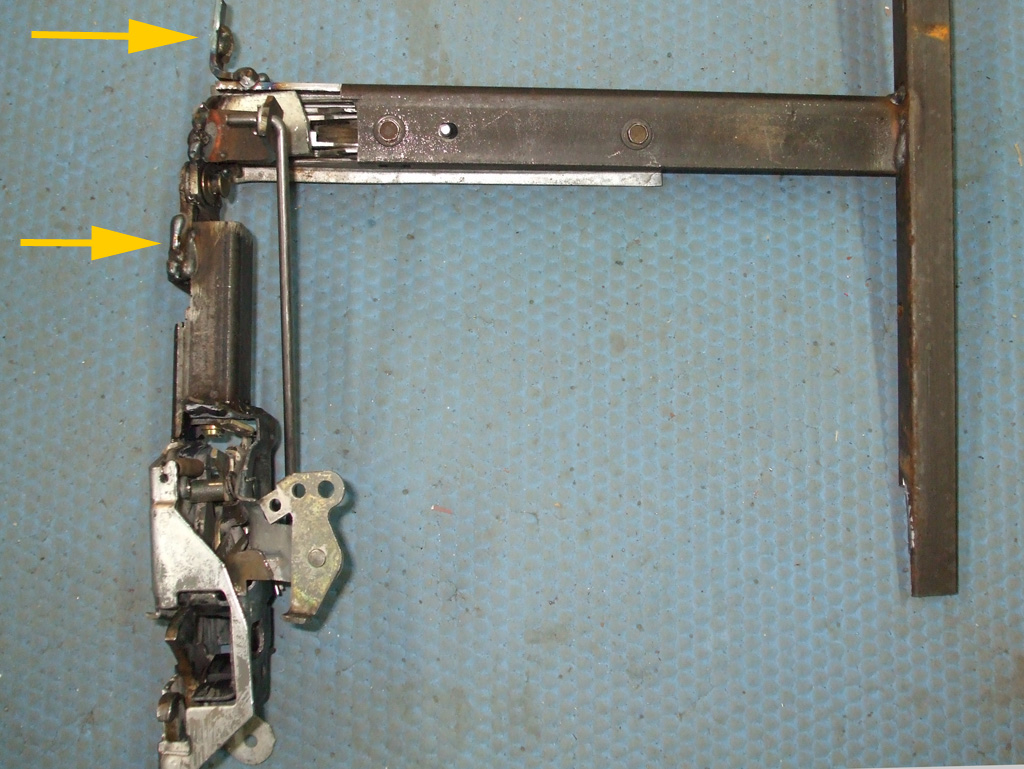
Confused yet? Between all the cutting, welding, drilling and tapping, it can be a lot to make sense of. So here's the whole shebang! The newly lengthened latch assembly with two additional screws (at yellow arrows), for a grand total of 5 screws to mount the latch securely to the door. Also seen, the handle, handle cup and the T-Brace we fabricated for additional support. This is how the assembly would appear if viewed from inside the car, if the inner door panels had been removed.

Here's a shot of how the assembly would appear if the outer door skin was transparent. It may seem like overkill, but until we developed this, each pull of the door handle made the outer skin of the door flex. That was un-acceptable, so we came up with this. It doesn't flex now, not one bit.
As my last official act of the day, I grabbed a pre-trimmed acid brush and worked the seam sealer in over the spot welds to seal them from moisture. It takes a steady hand and nerves of steel to get this stuff where you want it and only where you want it.
SEAM SEALER

APPLIED
The trick is to get enough on the brush to get the job done in a reasonable amount of time, but not so much as you cannot get it where you need it. I did better this time than I did the last time using my fingers. Once again, a most productive session, easily outdistancing other sessions of longer duration. The latch assembly is complete, as are all mounting holes and screws. The reinforcement bracing is complete and works as we intended it to. The inside of the door has been treated with seam sealer in the area where we welded in the patch panel to protect it from future corrosion issues.
I've done my best to keep a close eye on the time involved to get this far with the bodywork. If we go by the calendar, it's taken 8 months. If we're talking man hours spent on task... according to my calculations we've spent well over 300 hours on various aspects of body preparation culminating in one door in its final coat of epoxy primer! At this point its ready for color.

Saturday 3/2/13 - Driver's Side Door - Blocking Begins
So... with one door successfully modified and sitting on a shelf, it's time to turn my attention to its mate, the driver's side door. Once again though, family obligations reared their ugly head and I lost a weekend. If this crap doesn't stop I'm never going to get this thing finished. At any rate, I'm back on task, working out the surface imperfections of my 26 year old daily driven door skin. Between parking lot dings, opening the door into obstructions and my own modifications, there's much to be done.

With our trusty 16" blocking board loaded with some 180 grit (and one tensioning rod removed), we were ready to begin the process of block sanding this door. The nice thing about these long sanding blocks is the way they give you the smooth surface I could never in a million years get back in the day, using my 3M rubber sanding block. The thing was only about 4 inches long and made of soft pliable rubber.
By using alternating diagonal strokes, I'm able to take off only the body filler that is the highest. On the flip-side, any place where I am unable to sand the epoxy primer indicates a low spot (the red circled areas), that needs my attention. In this instance, that means using some body filler to get the surface as level as possible.
In this shot, you can clearly see the glossy primer on the upper door panel where we have not yet sanded. The lower third of the door now has a flat appearance where it has been sanded, although the low spots are still glossy and in some places we're down to bare steel once again.
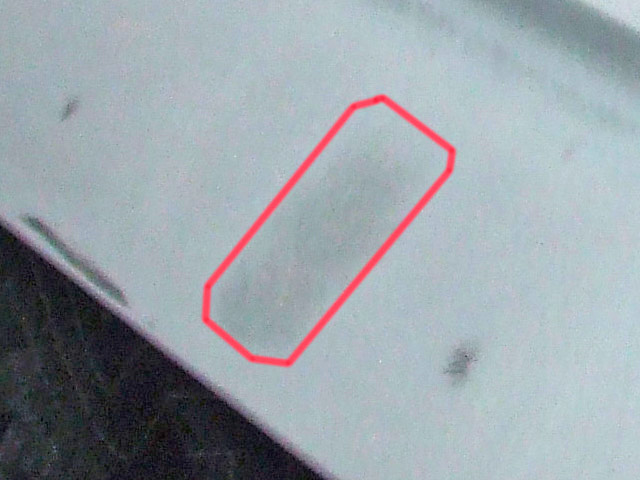
In addition to the low spots we discovered on the rear edge of the door, we also discovered one low spot in the bottom center of the outer door skin. Interestingly, our epoxy primer filled in some of the marks left from removing the nail-shaped studs that dotted the raised center panel of the door. These were previously used to anchor the plastic clips that held the wide chrome strip in place along the center of the door.
The first door required filler in each spot the factory originally welded the studs to. This door was obviously made on another assembly line or the same line, but with on a different operator/welder settings. Or even any combination of factors that resulted in less work for us as we prep this baby for paint. Just one of those things you notice as you go along.
Actually, far from being the hardest part of the project, you can kind of zone out, with the radio playing in the background it almost becomes theraputical, the mind wanders as muscle memory takes over the repetative motions required.
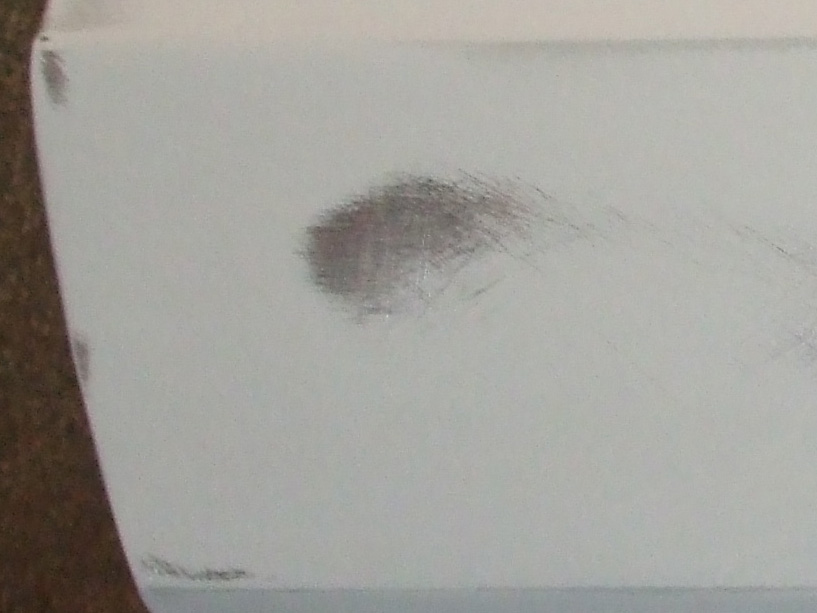
Once you get the entire door sanded, you can still feel the low spots and other imperfections, but they become almost impossible to see. This is why we marked off the area we were working on with green masking tape. Not that we have to fill this entire area with filler, but that this is our work zone and the problem spots that need attention are inside this border.
The primary area in question here is the leading edge of the door, which has some indentations between the factory crimped edge and about 3 inches towards the rear of the door. Those are the trouble spots that we'll be attending to shortly with the application of a thin coat of filler.
When you're working on a street machine, you kind of have to strike a balance between absolute perfection and practicality. If this were to be a trailer queen... sure, I'd go for a glass smooth surface no matter what. But in actuality, I do actually plan on driving this car when I'm done. Maybe not every day of the week, but I don't want an ulcer worrying about it if I'm in a store or something.
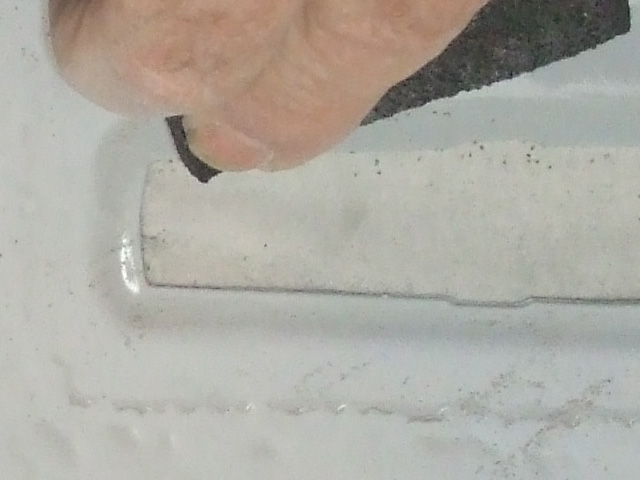
Here's our other major work zone. Due to the nature of this extreme modification, we're taking extra care to make sure this area IS as perfect as possible, due primarily to its location high up on the car where it can easily be seen and because as a "custom feature" it's designed to attract attention.
When you invite scrutiny, you want to make sure that your work can stand up to it. Along this line of thinking, we're making absolutely certain to prep the area carefully before we begin applying the various layers of filler necessary to blend everything together as seamlessly as possible.
One technique we've used with good results elsewhere is to make use of a sanding sponge. The advantage here is that the sponge can be manipulated into various nooks and crannies that we want to rough up to give enough "tooth" for the filler to bite into.

Here's one last shot of the area before we lay down our first layer of fill. The places where we've worn through the epoxy primer are the actual high spots that will need to be leveled off with the application of our filler.
This is where the various car restoration shows can lure you in with the magic of editing, making it look like all you need is one application of filler and presto! The job-a she's-a-done! In the real world, uh, there's a little more to it then just applying a skim coat of filler and making it look like it took 5 minutes to pull off. Not so in the real world! Unless of course you are a PRO (aka an AR-TEEST), in which case, maybe you can.
With the door finally prepped to our satisfaction, it's time to mix up a batch of filler. Since this particular area has been extensively worked, we want to use a product that will lend an additonal amount of strength and durability to the repair. That means we've got to use something a little bit better than just run of the mill Bondo.
Once again, we turn to Dynaglass, a short-strand fiberglass reinforced product that we've used before. If you look closely as you're removing the product from the can, you can actually see the strands of fiberglass. Not only is the product reinforced, but the resin is also much harder to sand and when you go to snap a sample in half, you have to work at it... much more so than you would with simple Bondo.

To keep "drop through" (patent pending) from occuring, we taped off the openings on the inside of the door. This enabled us to just ladel the stuff on, smoothing it out as best we could with a plastic spreader. At this stage of the game it almost looks like we've shaved the door handles and are puttying over the patch. Nope. The door handle opening is under there... somewhere.

Like most fiberglass fillers, Dynaglass has this waxy coating once it has fully cured. This stuff will gum up your sandpaper like nobody's business. The best method is to go after it with a "cheese grater" style of rasp for the initial shaping. Then, once you've gotten past that waxy coating it's time to break out the traditional sandpaper and return to blocking the area.

Here's a shot of the Dynaglass sanded down until the high spots (shiny bare metal) appeared in the surface. We used Mr. Dremel (equipped with a router/drill bit) to cut out the general opening in the filler. Here, I have yet to trim back the filler from the reveal line that you can almost see (click for enlargement) if you look closely at the right hand side of the door handle.
By looking closely at the outline of the reveal line in the steel, I used an X-acto knife to carefully follow the line and trim back the unnecessary filler. By the time I was finished, I'd completely rounded off the previously surgically sharp blade. Dynaglass is some pretty tough stuff brother!

After trimming back the filler with the knife, I used some 80 grit scraps of sandpaper to finish cleaning out the reveal ridges. I've found this is also a good method of sanding down the thumbnail on my right hand (yes I'm a righty) as I worked my way around the opening. This seems to be my GO-TO method for sanding intricate parts when all else fails.
Afterwards, as I ran my fingers over the filled area, I discovered several low spots that would need to be filled in with another layer of body filler. For the second layer (and inevitably a couple beyond that), I'll probably turn to the Rage Extreme that I've already used on other parts of the car. It spreads and sands easier and with the underlying strength of the Dynaglass should make a long lasting repair.
Another day enjoying the multifaceted mental stimulation that is block sanding. Just kidding. Once again we started off with the boring, mundane (albeit necessary) process of block sanding the epoxy primer and filler to ensure as smooth/flat a surface as possible.
Saturday 3/16/13 - More Filler Applied!
Saturday dawned unseasonably warm (March can be a real rollercoaster ride) with predicted highs in the mid to upper 70's, we broke out the body filler, hardener, sandpaper, a couple of sanding blocks, cranked up some oldies on the boom box and jumped right in.

Whether it was the ambient air temperature (doubtful, since the filler had been taken into the house to avoid temperature extremes), or simply the age of the filler (as I'm discovering these products do have a limited shelf life), but this time out the filler was EXTREMELY stiff.
One technique we're using this time out is alternating colored hardener. Although not apparent in this shot, the two tubes shown are different (one blue and one red), colors to help us see when we reach different layers of filler material as we're sanding. Since the reinforced Dynaglass is dark green and the regular filler is gold, the products themselves planted the seeds of this idea.
Once again, due to the thickness of the filler, we pulled out the Evercoat Plastik Honey (premium autobody filler thinner), mixing it in thoroughly to make the filler flow more easily. I was a bit messy in my application, but after having to toss one batch of filler which hardened prematurely, I wanted to get this batch on the door. I was attempting to eliminate multiple coats of body filler, but we'll still need another batch.
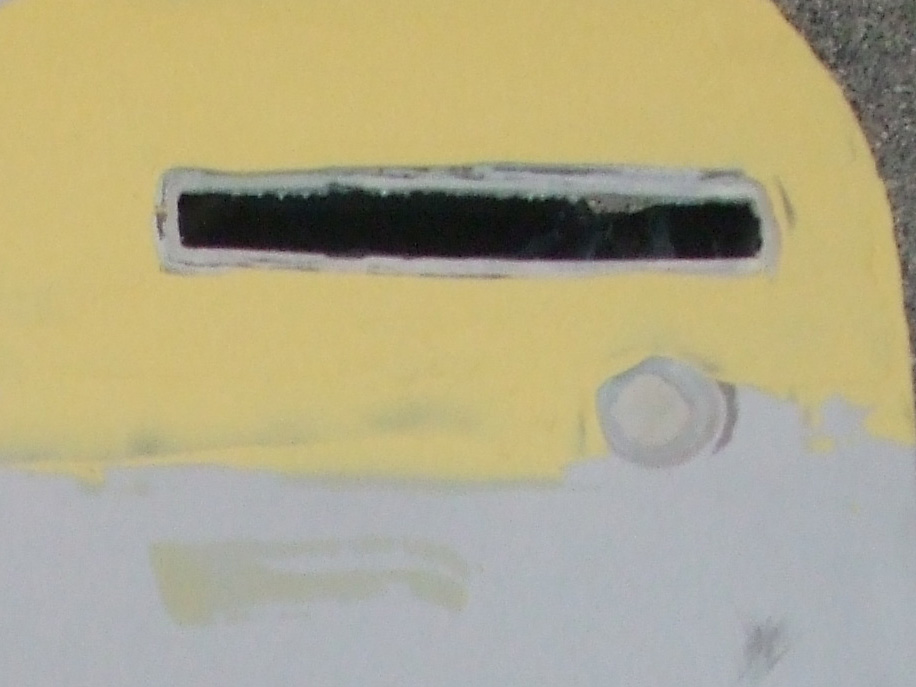
By moving fast, I may not have been the neatest bodyman in history, but I did get a layer laid down in all the appropriate spots. The temptation was great to keep smoothing out the filler, but previous experience taught me to move fast, smooth 'er out and move on.
So, with all the necessary spots attended to it was time to once again break out the Lacquer Thinner and clean up the mixing board and all the spreaders. Back in the day, I'd let the bondo cure on the spreaders, then peel it off. Worked pretty good too, although once you got a few scratches in the spreader you ended up with grooves in your putty.

Once everything had cured, it was time once again to break out the sanding blocks and go over the area and see if all the low spots had been filled in sufficiently. As you can see in this shot, there's a spot just above the raised ridge will need another coat of body filler.
Click the close up for a better view. With bare steel to the left, right and beneath the lower area I'm working on, it's painfully obvious that I'm going to need another layer of filler in this spot. Another trick I'm trying to master is to look at the edges of the filled in area.
When the edges of the filler become transparent it's time to stop sanding. If you can see a clearly defined edge, you've got more sanding to do. Unless you're down to bare metal on the surrounding areas like I ran into here. More filler coming up!

Here's another shot of a low spot in the filler near the door handle opening. When I'm all through with this pass of block sanding I will take a scrap of 80 grit and rough up these low spots so that the next layer will adhere properly.
The one thing to remember is that in order to achieve proper adhesion between layers, each layer needs enough tooth (roughing up the surface) for the filler to bond to. Back in my Bondo days, I thought the unsanded surface would provide superior adhesion.
Then again, I'm also the guy who sanded my first car with 80 grit before my buddy sprayed it with a single coat of (Candy Apple Red woo hoo!), enamel paint. Always could see the scratches on a bright sunny day afterwards... of course I was only 18 at the time... cringe worthy nonetheless.

We attempted to apply a third layer before knocking off for the night, but once again the ratio of hardener to filler was off and the damned stuff cured way too quickly. A third pass with the spreader proved to be one pass too many and left us with a high ridge and one rather significant gouge left to fill.
This tends to happen to me no matter what I am attempting. Whether it's downloading a file, answering one last phone call at work, you name it... trying to squeeze in one last thing before knocking off for the day tends to be the kiss of death as far as I'm concerned. At any rate this is no unfixable tradgedy, we'll mix up another batch of filler and keep rolling right along. Production fell to a mere 5 hours this time out. A later than usual start and two stops along the way (one rather lengthy) contributed to the fall off. What're ya gonna do? At least some progress was made and forward momentum maintained.
Latest Update
October 2017!

Four years? So what happened? In a word, life happened. My dad passed in April of 2013 (with no final arrangements made), and from there things quickly spiraled out of control. Prior to his passing, I'd purchased a vintage conversion van and attempted to get it to where I could use it as a back up vehicle. This took longer than anticipated, even though it was the closest to being the secondary "runner" in my fleet. Then, the tranny in my pickup took a dump, so the van got pressed into daily driver status. Until it got sidelined with a blown head gasket just as I'd saved up enough cash to get my pickup fixed. That (in a nutshell), is where all the time went.
I stopped over to visit my in-laws one bright and sunny October day to find that my FIL had brought the door out of mothballs! There it was, sitting on a shop stand in the middle of the garage bay where work had been started on the inside of the door. I was a bit "over dressed" to do much on the door that day, but did mask it off the following weekend, prior to the application of the epoxy primer.

PREP UNDER WAY

IN PRIMER
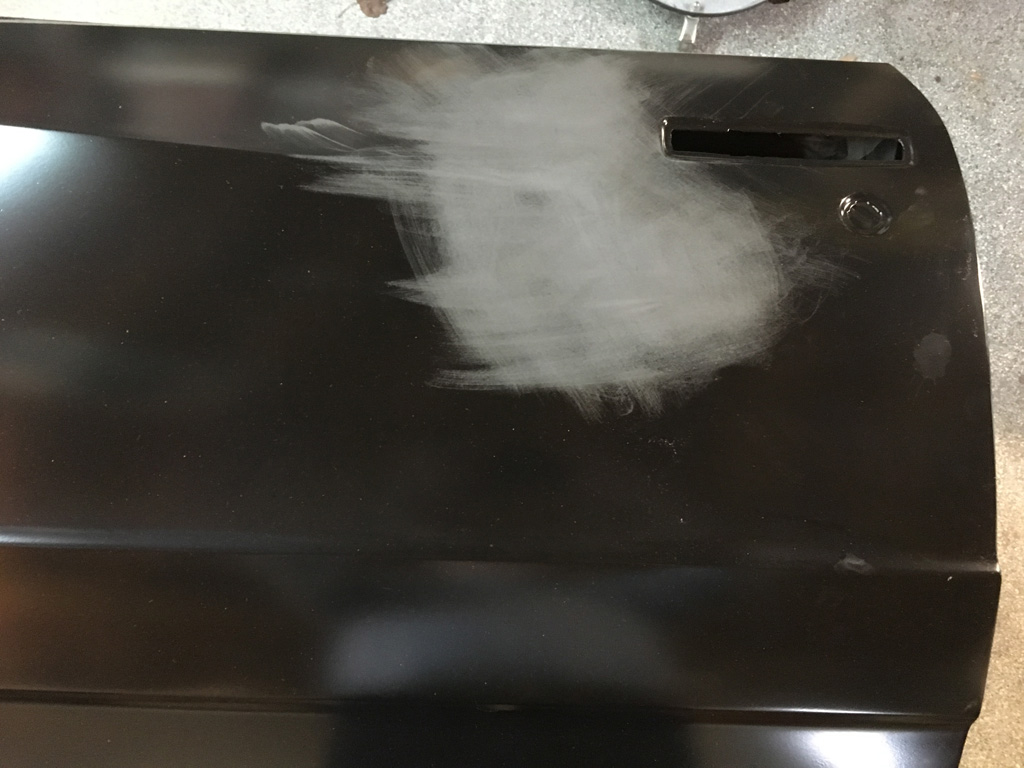
With the inside/jamb of the door in epoxy primer, we flipped the door over to finish prep on the outside. We had left the epoxy primer sanded, ready for the next coat. We wiped it down and shot a coat of black epoxy primer on it this time. Turned out to be a good idea as the black turned up a crease in the door that had gone unnoticed until this point.

This means sanding the affected area, wiping it down and laying down a small lick of filler to the crease. As always, some fiberglass filler, some hardener and some careful application. A stiff plastic spreader ensured that the proper amount was used.
Once the filler had set up we went over it with some 220 grit to begin feathering it into the surrounding surface. Then we switched over to some 320 went over the filler then expanded our work working back and forth in a crosshatch pattern.

MORE BLOCKING
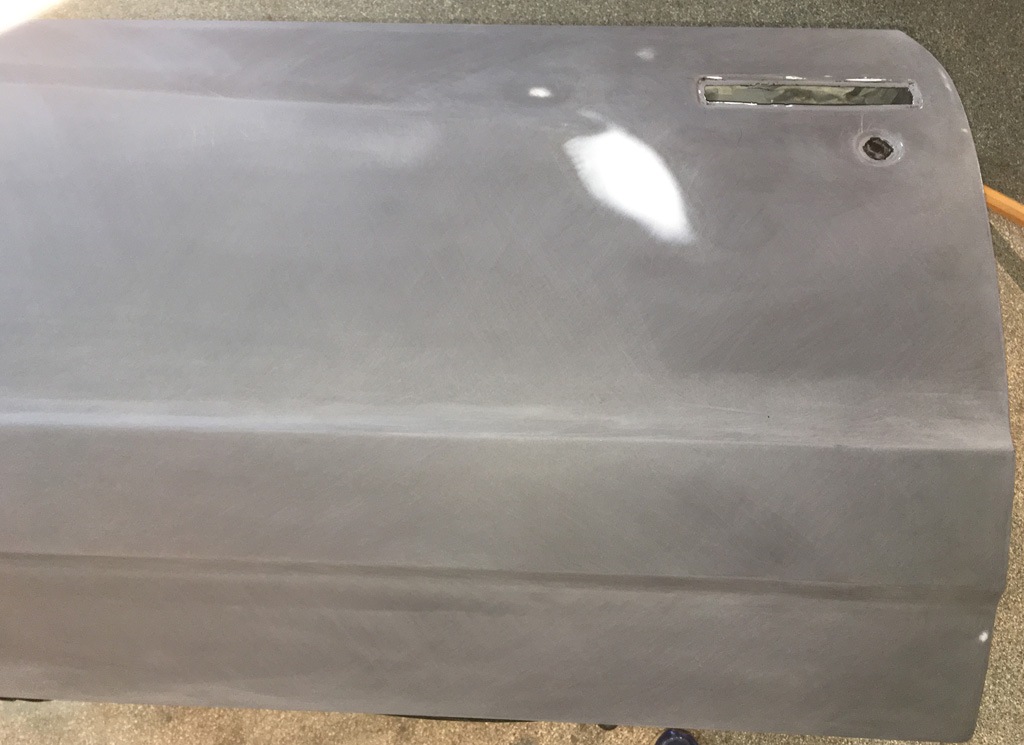
READY AGAIN
We kept this up (using a cylindrical block in some places)until we had the whole outside skin of the door ready for another layer of primer. Eventually we'll get to where its smooth and flat and ready to go back on the car.

By the end of the day the door was wearing yet another coat of black epoxy primer. It wasn't my best effort paint wise. Too much overspray from the edges up onto the door, too much overlap where each pass ended. I know I can do better that this. I must've been getting tired at this point. However, I am back working on the SS after a long dry spell not entirely of my own making. The door is on its way to completion once again. When finished the plan is to mount it to the shell waiting nearby.
© Copyright 2009 Brian Petruska | Top | Upgrades | GM Performance Parts | HTML Now! | Apple | Comments |